 2015-05-10
2015-05-10 2068
2068Наиболее широкое применение в массовом и серийно»* производстве находят калибры которые служат, в основном, для контроля, наибольшего и наименьшего предельных размеров детали. Калибры, врименяемые для контроля валов, называются скобами (рис. 8 а,), гладких отверстий — пробками (рис. 8 б), резьб (рис. 8 в). С помощью калибров нельзя определить числовое значение проверяемой величины, а можно лишь установить годность детали, т.е. соответствие действительных значений размеров заданным. Проходная сторона калибра должна сопрягаться с контролируемы! поверхностью, она клеймится буквами ПР. Вторая сторона предельных калибров, которая не должна сопрягаться с поверхностью проверяемой детали, называется непроходной и клеймится буквами НЕ.
Скобы чаще всего изготавливают односторонними двухпредельными, т.е. с проходной и непроходной губками, расположенными с одной стороны калибра (рис. 8 а). Такая конструкция позволяет сократить время, затрачиваемое на контроль. Калибры-пробки состоят из ручек и насадок (вставок), которые являются их рабочими элементами. Непроходная вставка значительно короче проходной. Ручки изготавливают отдельно от рабочих элементов, что позволяет их использовать многократно после износа вставок или насадок.
В условиях серийного и массового производства иногда применяют регулируемые скобы. Такую скобу можно настраивать с помощью концевых мер на нужный размер в случае перехода от контроля одного изделия к другому или для компенсации износа.
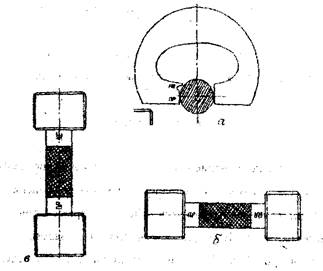 |
: Рис. 8. Калибры для контроля валов (a- скоба) отверстий (в- пробка), резьб (в- резьбовая пробка).








