 2015-05-13
2015-05-13 5233
5233Производительность, кг/ч................................................................................. до 400
Скорость движения тестовой ленты, м/с.......................................................... до 0,2
Габаритные размеры, мм................................................................................... 2970´1240´4305
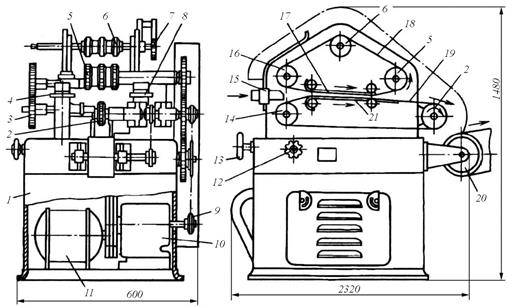
Ротационная формующая машина ШР-1М предназначена для формования сахарного печенья. Основные части машины (рис. 14.13): станина 14; рифленый валок 4; формующий ротор 6; прижимной нож 5; два барабана: приводной 8 и прижимной 7; бункер 13; конвейер с поддерживающими 11 и выравнивающими роликами; привод 1, включающий в себя электродвигатель, индукционную муфту, тахогенератор; приборы контроля и управления.
Станина состоит из двух литых боковин, установленных на плите и соединенных дополнительно стяжками. Кроме того, к боковинам крепятся кронштейны, образующие консольный столик 10, которым машина примыкает к сетке печи.
Главные рабочие органы машины рифленый валок, формующий ротор и конвейер. Машина комплектуется четырьмя сменными формующими роторами: один для печенья квадратной формы, другой для печенья прямоугольной формы и два для печенья круглой формы.
|
|
|
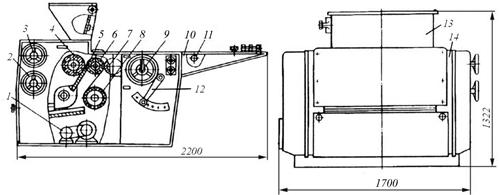 Рис. 14.13. Ротационная формующая машина ШР-1М
Рис. 14.13. Ротационная формующая машина ШР-1М
|
Перемещая рифленый валок 4 при помощи рукоятки 3, регулируют зазор между валком и ротором в пределах 0…30 мм. Над рифленым валком и ротором находится приемный бункер теста, который имеет специальное устройство с конечным выключателем для автоматического включения и выключения питателя подачи теста.
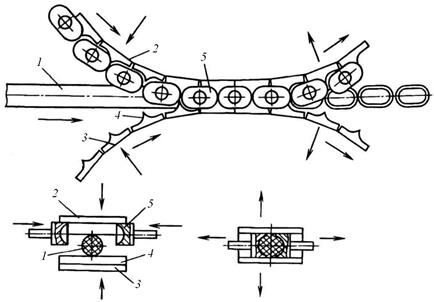
Между рифленым валком и ротором размещается нож 5, который закрывает щель между ними, образуя камеру нагнетания теста в ячейки ротора, и счищает лишнее тесто с поверхности формующего ротора 6. Положение прижимного барабана 7 регулируется при помощи рукоятки 9, а натяжение полотна конвейерной ленты – рычагом 12. При регулировании положения валка и размера щели возникает необходимость изменять положение ножа 5. Это осуществляется рукояткой 2 механизма регулирования ножа. Привод обеспечивает синхронизацию и регулирование числа оборотов валка ротора и приводного барабана, а также бесступенчатое регулирование числа оборотов валка, ротора и приводного барабана конвейера. При работе формующей машины (см. рис. 14.14) тесто равномерно выходит из бункера 2 и попадает на поверхность рифленого валка 1 и формующего ротора 3. Они захватывают тесто и запрессовывают его в ячейки формующего ротора, выполненные по форме заготовки печенья. Неподвижный нож 8 создает подпор тесту в зазоре и очищает поверхность ротора так, что тесто остается только в ячейках.
Отформованные тестовые заготовки 4 извлекаются из ротора полотном ленты конвейера 5, т. к. усилие адгезии заготовок с полотном больше, чем усилие прилипания к материалу ячеек ротора, кроме того, скорость движения ленты подбирается несколько больше окружной скорости ротора.
|
|
|
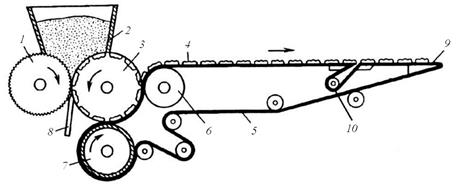 Рис. 14.14. Принципиальная схема ротационной формующей машины ШР-1М
Рис. 14.14. Принципиальная схема ротационной формующей машины ШР-1М
|
Лента конвейера 5 приводится в движение барабаном 7, огибает обтянутый резиной барабан 6, направляющий нож 9 и направляющие ролики. Барабанами лента прижимается к поверхности формующего ротора 3. Отходя от него, лента уносит отформованные заготовки печенья. Чтобы заготовки отлипли от ленты конвейера, он образует щель, огибая направляющий ролик 10. С направляющего ножа 9 заготовки переходят на сетчатый конвейер печи. При этом скорость ленты должна быть синхронизирована со скоростью конвейера печи.
Техническая характеристика машины ШР-1М приведена в табл. 14.3.
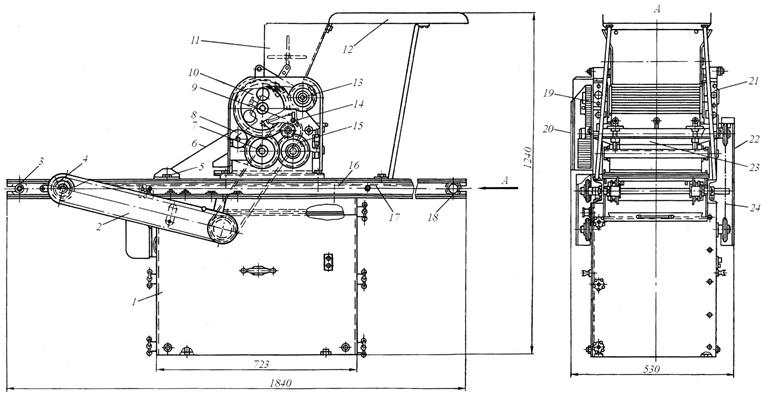
Ротационная машина РМП-3М предназначена для формования сахарного печенья, используется преимущественно в кондитерских цехах малой мощности. Ротационная машина (рис. 14.15, а) состоит из: бункера 11, питающего барабана 13 и формующего ротора 10, очищающего ножа 14, ленты 6 с прижимным роликом 7 и станины 1 с приводом. На станине смонтирован цепной конвейер для подачи противней 16. В сборе с загрузочным лотком 12 бункер предназначен для загрузки ротационной машины тестом. Питающий барабан служит для заполнения тестом гнезд формующего барабана. На наружной поверхности последнего расположены гнезда, имеющие вкладыши с рисунком. К формующему ротору по касательной к его окружности для срезания излишков теста прижато лезвие очищающего ножа. Прижим ножа осуществляется натяжным устройством 9.
В нижней части формующего ротора расположена бесконечная лента 6, которая служит для снятия отформованных заготовок теста и подачи их на противни. Натяжение ленты осуществляется перемещением натяжной планки 5 в продольных пазах станины. Лента огибает прижимной ролик 7, ножеобразную натяжную планку 5 и дополнительный ролик 8, который служит для увеличения угла обхвата и площади соприкосновения ленты с формующим ротором.
а)
Рис. 14.15. Ротационная машина РМП-3М
а – общий вид; б – кинематическая схема
 б)
Рис. 14.15. (Продолжение)
б)
Рис. 14.15. (Продолжение)
|
Лента соприкасается с формующим ротором с помощью прижимного ролика 7 в тот момент, когда на прижимное устройство 15 воздействуют винты упорной планки 23. В верхней части станины установлены левая 19 и правая 21 боковины. Формующий ротор может иметь частоту вращения, равную 5 и 10 мин-1.
Для работы машины большое значение имеет согласованное движение ленты 6, подающей отформованное тесто, и цепного конвейера. Он должен перемещать противни 16 так, чтобы отформованное тесто ложилось точно на них. Цепной конвейер состоит из приводного механизма 4, натяжного вала 18 и втулочно-роликовой цепи со специальными звеньями, между которыми устанавливаются противни. Противни продвигаются цепью вдоль станины и далее проходят через ролик 3. Чтобы цепь не провисала, когда на нее укладывают противни, установлены направляющие 17.
Все цепные передачи и цилиндрические шестерни закрыты ограждениями 20, 22, 2. Цепь 24 служит для прокручивания машины на холостом ходу.
Техническая характеристика машины РМП-3М приведена в табл. 14.3.
Таблица 14.3. Техническая характеристика ротационных формующих машин для печенья
| Показатели | ШРМ-1М | РМП-3М |
| Производительность, кг/ч | 800…1100 | 100…180 |
| Частота вращения формующего ротора, мин-1 | 10…18 | 5; 10 |
| Диаметр формующего ротора, мм | ||
| Длина формующего ротора, мм | ||
| Установленная мощность, кВт | 6,6 | 1,1 |
| Габаритные размеры, мм | 2200´1700´1322 | 1840´530´1240 |
| Масса, кг |
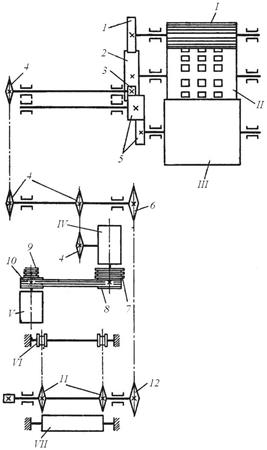
Карамелештампующая машина Ш-3 предназначена для формования карамели различных форм и размеров. В состав машины (рис. 14.16.) входят станина 1, система звездочек и роликов, устройство для перемещения пуансонов штампующих цепей, механизмы регулирования и привода. На звездочки и ролики устанавливают штампующие и боковые цепи. Верхнюю штампующую цепь 18 монтируют на ведущую звездочку 5, натяжной ролик 6 и направляющий ролик 16. Для монтажа нижней режущей цепи 19 предусмотрены ведущая звездочка 2 и поддерживающий ролик 14, а для боковых цепей - ведущие звездочки 4 и 8 и поддерживающие ролики. На кронштейнах закреплен приводной барабан 20 узкого охлаждающего конвейера. Направляющая втулка 15 предназначена для подачи карамельного жгута в машину.
|
|
|
Ведущие звездочки 2, 4, 5 и 8 и барабан приводятся в движение от электродвигателя 11 через коробку скоростей 10, цепную передачу 9 и систему зубчатых колес. Коробка скоростей обеспечивает четырехступенчатое переключение угловых скоростей звездочек и барабана. Подвижные детали машины размещены внутри станины или закрыты ограждениями, в том числе верхней крышкой, при открывании которой электродвигатель автоматически отключается.
Основные рабочие органы машины – сменные штампующие 2 и режущие цепи 3 (рис. 14.16, б). Первые служат для формования карамели, а вторые – для разделения карамельного жгута на отдельные изделия. При монтаже штампующих цепей на машину их натяжение достигается путем перемещения стоек, на которых закреплены направляющие ролики 14 и 16 при помощи маховичка 13. Более плавное натяжение верхней цепи производят храповым устройством 7.
Для приведения в движение пуансонов 5 (рис. 14.16, б) верхней штампующей цепи 2 путем нажатия на торцы пуансонов в машине предусмотрены боковые цепи (не показаны). Боковые цепи натягивают перемещением передней стойки, на которой закреплены направляющие ролики боковых цепей звездочек 4 и 8. Зазор между верхней и нижней цепями регулируют вращением зубчатой пары 3, соединенной эксцентриками, прижимающими натяжные полозки 17 и 21. Сближение пуансонов регулируют вращением гайки 12.
|
|
|
Верхняя штампующая цепь 2 собрана из П-образных звеньев, соединенных осями. На звеньях смонтированы пуансоны 5, которые могут перемещаться вдоль продольной оси при помощи боковых цепей и пружин. Собранная цепь легко проворачивается в шарнирных соединениях и имеет по всей длине одинаковый шаг.
Нижняя цепь 3 выполнена из мостиков с режущим ножом 4, соединенных осями. Боковые цепи имеют аналогичную конструкцию, только их мостики сделаны гладкими без режущих ножей. После сборки цепи легко проворачиваются в шарнирных соединениях и имеют по всей длине одинаковый шаг, равный шагу верхней штампующей цепи.
Цепная штампующая машина работает следующим образом (рис. 14.16, б). Калиброванный карамельный жгут 1 непрерывно поступает из жгутовытягивающей машины в зазор между верхней 2 и нижней 3 цепями. При сближении их режущие ножи 4 верхней и нижней цепей делят жгут на заготовки, затем их начинают сжимать сближающие пуансоны 5 верхней цепи. Внутренние поверхности площадок цепей и рифленые фигурные поверхности пуансонов сжимают заготовку со всех сторон, и она приобретает форму и рисунок карамели. После этого цепи и пуансоны разводятся, и готовые изделия направляются на охлаждающий конвейер.
В последнее время выпускают модернизированный вариант цепной штампующей машины для карамели марки Ж7-ШМК. Техническая характеристика карамелештампующих машин Ш-3 и Ж7-ШМК приведена в табл. 14.4.
а)
б)
Рис. 14.16. Карамелештампующая машина Ш-3:
а – общий вид; б – принципиальная схема штампования карамели
Ротационная штампующая машина А2-ШФК предназначена для формования леденцовой карамели. Машина (рис. 14.17, а) состоит из станины 12, внутри которой расположен привод, корпуса 3 с ротором внутри, крышки 8, откидываемой рукояткой 9 и закрепляемой рукоятками 13. Корпус имеет рычаги 7, на которых укреплены направляющие. Положение рычагов фиксируется рукояткой 6. На крышке корпуса винтами 5 регулируется положение направляющей для шарнирных ножей. На станине находится стол 4, пульт управления 2, рукоятка 1 насоса, смазывающего ротор подсолнечным маслом, привод 10 подающих роликов, подающие ролики 15 с регулирующей рукояткой 11 и направляющий лоток 14.
Привод машины состоит из электродвигателя 33, вариатора 34, на выходном валу которого имеется шкив 16. От этого шкива ремнем вращение передается шкиву 20 промежуточного вала 18, закрепленного в кронштейне 17. Шестерня 19 вращает зубчатое колесо 22 главного вала 21. От этого вала через зубчатое колесо 23 вращение передается ротору 24, на котором расположены откидные ножи и пуансоны с хвостовиками 28, а через звездочку 30 приводится в движение и барабан 32 отборочного транспортера. Этим обеспечивается постоянное равенство линейных скоростей ножей ротора и отборочного транспортера. Это очень важно, т. к. благодаря этому устраняется деформация еще пластичной цепочки карамели.
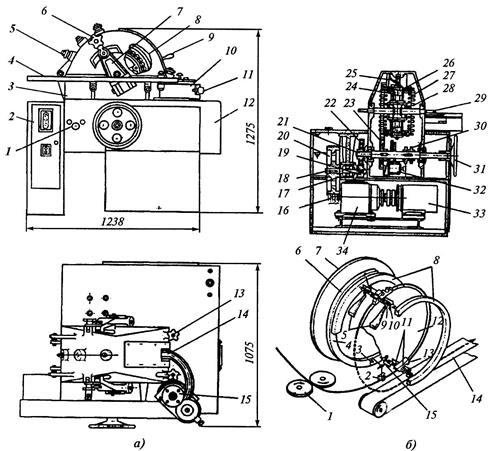 Рис. 14.17. Ротационная штампующая машина А2-ШФК:
а - общий вид; б - схема
Рис. 14.17. Ротационная штампующая машина А2-ШФК:
а - общий вид; б - схема
|
На главном валу находится маховик 31 для проворачивания машины вручную. Для прижатия шарнирных ножей к неподвижным служит направляющая 25. Сближение пуансонов производится направляющими, которые давят на хвостовики 28. Отходят пуансоны в стороны в результате разжатия пружин 26. На хвостовиках пуансона, кроме того, имеются штифты 27. Они в определенный момент проходят по направляющим и раздвигают пуансоны в случае поломки пружины.
Ротор свободно сидит на оси 29. Ось лежит в гнездах корпуса и закрепляется крышкой. Ротор представляет собой диск с неподвижными ножами наподобие острых зубцов и шарнирно закрепленными сбоку ножами такой же конфигурации, описанными в предыдущей ротационной режущей машине. По обе стороны от ножей и в промежутках между ними расположены пуансоны (один против другого). Таким образом, при смыкании шарнирных ножей с теми, которые расположены на роторе, образуются замкнутые камеры, в них перемещаются пуансоны и наносят рисунок на поверхность карамелек.
Машина снабжена тремя сменными роторами, один из которых не имеет пуансонов. При установке этого ротора машина работает как ротационная режущая.
Принцип работы машины поясняет рис. 14.17, б. Карамельный жгут роликами 1 направляется к ротору 12, приводимому во вращение зубчатым колесом 7. На наружной поверхности ротора имеется венец 13, состоящий из неподвижных ножей, а сбоку расположены откидные ножи в количестве, равном числу неподвижных ножей. Каждый откидной нож 2 поворачивается на оси 15, жестко связанной с ротором. На другом конце откидного ножа имеется ролик 3, который при качении по копиру 6 плавно приближает откидной нож к неподвижному. Когда откидной нож 2 сомкнется с неподвижным, копиры 8 сводят пуансоны 11 и оставляют их сближенными и прижатыми к изделию на угле p/3 рад поворота ротора. Затем копиры 8 кончаются и пружины 9 разводят пуансоны. В случае поломки пружины пуансоны разводятся копирами 5, по которым скользят штифты (ролики) 10. После этого ножи 2 отводятся от неподвижных ножей копиром 4. Цепочка карамели падает на ленту 14 отборочного транспортера. Для смягчения ударов во время формования карамели копиры имеют пружинные амортизаторы. Исходя из свойств карамельного жгута с начинкой, регулируют откидные ножи так, чтобы жгут разрезался постепенно с допустимой скоростью. В случае превышения допустимой скорости резания происходит разрыв карамельной оболочки и вытекания начинки. Техническая характеристика штампующй машины А2-ШФК приведена в табл. 14.4.
Таблица 14.4. Техническая характеристика штампующих машин для карамели
| Показатель | Ш-3 | Ж7-ШМК | А2-ШФК |
| Производительность, кг/ч | 500…845 | 540…1080 | |
| Шаг штампующих цепей, мм | 20, 30, 38 | 20, 30, 38 | 18, 30, 36 |
| Линейная скорость цепей, м/мин | 45…70 | 40…80 | до 58 |
| Установленная мощность, кВт | 1,7 | 2,2 | 1,5 |
| Габаритные размеры, мм | 1200´900´1200 | 1230´900´1250 | 1236´1075´1275 |
| Масса, кг |
Инженерные расчеты. Производительность штампующей машины П (кг/ч) подсчитывается по формуле:
 ,
,
где v – линейная скорость кромки ножей на вращающемся барабане или цепи, м/с; h – коэффициент использования машины; l – расстояние (шаг) между осями сопряженных штампов, м; c – число изделий в 1 кг.
Для штампующих машин мощность, потребная для штампования, как правило, дополняется мощностью для резания. В ротационной штампующей машине штампы находятся на одинаковом расстоянии от оси ротора (рис. 14.17), поэтому потребная мощность (кВт)
 ,
,
где Pш – усилие штампования, Н; f, fш – коэффициенты трения оси штампа о неподвижные направляющие и вала ротора в подшипнике; R 1 – расстояние между осями штампа и вала ротора; w – угловая скорость ротора, рад/с; J 1 – количество штампов, участвующих одновременно в штамповании; r – радиус вала ротора, м; h – общий коэффициент полезного действия приводного механизма.
Производительность П (кг/ч) ротационных штампующих машин

где J – количество формочек на роторе; w – угловая скорость ротора, рад/с; e – количество заготовок в 1 кг.

| Ум человеческий имеет три ключа, все открывающих: знание, мысль, воображение – все в этом. Гюго Виктор Мари (1802–1885), французский писатель, поэт, публицист |

