 2015-05-13
2015-05-13 1921
1921Производительность, кг/ч............................................. 1500…2500
Диаметры цевок, мм...................................................... 14; 16; 20; 28; 38; 48
Вместимость бункера, л................................................ 200
Частота вращения шнеков, с-1....................................... 10; 13; 3
Вакуумметрическое давление, МПа............................. 0,03
Формование колбасных изделий с изготовлением оболочки из рулонного материала осуществляют на специальных агрегатах. В зависимости от направления потока фарша в машине различают агрегаты для производства колбасных изделий горизонтальной и вертикальной конструкции. Отечественная промышленность выпускает горизонтальный агрегат Л5-ФАЛ и также две вертикальные модели: агрегат М1-ФУР для формования вареных колбас и агрегат М1-ФУТ для формования ливерных колбас.
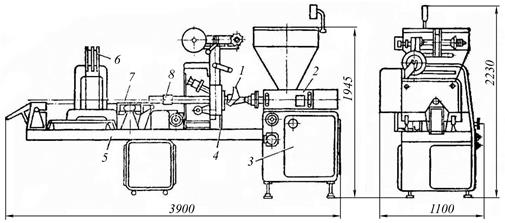
Агрегат Л5-ФАЛ предназначен для образования двухслойной оболочки из целлофановой ленты, наполнения ее фаршем, формования колбасного батона, изготовления скрепок и наложения их на концы батонов, а также автоматического разделения батонов один от другого путем разрезания перемычки между ними.
|
|
|
Агрегат Л5-ФАЛ (рис. 14.23, а) состоит из механизмов подачи и вакуумирования фарша 2, образования оболочки и наложения маркированной ленты 1, съема оболочки 8, подачи колбасного батона (конвейер) 7, образования и наложения скрепок 6, рамы 5, электромеханического привода, системы пневмоуправления, пульта управления и электрошкафа 3.
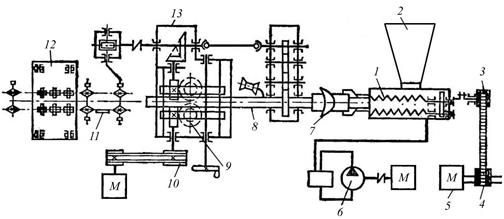
Механизм образования оболочки создает двухслойную оболочку (рис. 14.23, б). Целлофановая лента, сматываясь с бобины и проходя через рукавообразователь 7, преобразуется в трубчатую оболочку. При прохождении трубчатой оболочки по пустотелой цевке 8 на нее накладывается маркированная лента с обозначением наименования колбасы и второй слой целлофановой ленты (наружная оболочка). Наружная оболочка образуется навивкой ее по спирали путем вращения центральной головки с бобиной целлофановой ленты вокруг продольной оси цевки.
Бобину с лентой устанавливают под углом к оси цевки 8. Перемещение образованной оболочки по цевке осуществляется двумя резиновыми роликами 9, вращающимися синхронно с центральной головкой. Ролики 9 вращаются электродвигателем через клиноременную передачу 10 и систему зубчатых колес 13.
Готовая непрерывная оболочка наполняется фаршем с помощью двухшнекового шприца 1, имеющего бункер для загрузки машины фаршем и вакуум-насос 6. Шнеки шприца вращаются при помощи электродвигателя 5 со шкивом 4. В качестве передаточного механизма шприца используют вариатор 3, который позволяет регулировать производительность шприца в зависимости от вида фарша.
а)
б)
|
|
|
Рис. 14.23. Агрегат Л5-ФАЛ для производства колбасных изделий:
а – общий вид; б – кинематическая схема
Наполненная оболочка подается конвейером в механизм наложения скрепок 12, где одновременно происходят пережим оболочки (формование батона), изготовление двух скрепок, наложение их на концы батонов и разрезка перемычки между батонами специальным ножом. Агрегат снабжен механизмом съема оболочки – конвейером 11. Привод механизма наложения скрепок осуществляется от двух пневмоцилиндров. Готовый батон колбасы поступает на приемный стол или конвейер.








