 2015-05-26
2015-05-26 5680
5680Микроструктуру графитизированных чугунов различают по строению металлической основы и форме графита (рис. 9.5). Изменяя содержание углерода и кремния, а также скорость охлаждения, можно получить различную структуру металлической основы чугуна: ферритную, перлитную и феррито-перлитную. В зависимости от формы выделений графита различают чугуны: серые (пластинчатая форма графита), ковкие (графит в форме хлопьев), высокопрочные (шаровидный графит) и чугуны с вермикулярным (червевидным) графитом. Все они широко используются в машиностроении. В ферритных чугунах металлической основой является феррит и весь углерод, имеющийся в сплаве присутствует в виде графита. Структура ферритных чугунов может быть представлена как структуру чистого железа с включениями одной из форм графита: пластинчатой, шаровидной, хлопьевидной или вермикулярной (см. рис. 9.5). В феррито-перлитных чугунах количество связанного углерода находится от 0,1 до 0,7 % углерода, а в перлитных чугунах ‒ 0,7…0,8 % углерода.
| Металлическая основа | Форма графитовых включений | |||
| пластин-чатая | вермику-лярная | хлопье-видная | шаро- видная | |
| Ф | 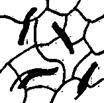 |  |  |  |
| Ф+П |  |  |  |  |
| П |  |  |  |  |
| Тип чугуна | СЧ | ЧВГ | КЧ | ВЧ |
Рис. 9.5. Классификация чугуна по структуре металлической основы и форме графита (схемы)
Механические свойства чугуна обусловлены его структурой и прежде всего зависят от количества, величины и характера распределения включений графита.
2.2.1. Серый чугун. Графит в серых чугунах имеет форму крупных заострённых пластин, концы которых являются концентраторами напряжений и очагами зарождения трещин в металлической матрице при нагружении. Поэтому графитовые частицы в чугунах можно рассматривать как дефект, подобный внутренним трещинам, которые существенно снижают при растяжении прочность и пластичность серых чугунов (относительное удлинение менее 1 %). Влияние этих дефектов при изгибе и сжатии значительно меньше, чем при растяжении. Установлено, что прочность серых чугунов при изгибе в 1,5…2 раза выше, а прочность при сжатии в 3…4 раза выше, чем при растяжении. Поэтому серые чугуны рекомендуется использовать в основном для изделий, работающих на сжатие. Они не используются для деталей машин, работающих при ударных нагрузках из-за низкой пластичности.
С другой стороны, графит оказывает и полезное действие: он улучшает обрабатываемость резанием, литейные свойства, уменьшает чувствительность к концентраторам напряжений, гасит вибрации и резонансные колебания, играет роль смазки (благодаря чему серые чугуны являются хорошим антифрикционным материалом). Серые чугуны имеют высокую жидкотекучесть, что позволяет получать тонкостенные отливки (с толщиной стенки 3…4 мм) и малую усадку (0,9… 1,3 %).
Химический состав. Структура чугуна в отливках зависит от химического состава и скорости кристаллизации. Наиболее широкое применение нашли доэвтектические серые чугуны. Химический составсерого чугуна колеблется в пределах: 2,9…3,7 % С, 1,2…2,6 %, 0,5…0,9 %Мn, 0,2…0,3 %Р, до 0,12…0,15 % S. Из этих элементов способствуют графитизации С и Si, а Мn и S наоборот препятствуют графитизации и увеличивают склонность чугуна к отбеливанию. Практически, изменяя в чугуне содержание кремния при постоянном количестве марганца, получают различную степень графитизации. Фосфор не влияет на графитизацию. Сера является вредной примесью: она увеличивает толщину графитных пластинок и ухудшает механические и литейные свойства.
При данном содержании углерода и кремния графитизация протекает тем полнее, чем медленнее охлаждение. В производ-ственных условиях охлаждения в одной отливке с разной толщиной стенок, которые охлаждаются с различными скоростями, чугун может иметь разную структуру. В тонких частях отливки, где быстрее охлаждение и в меньшей степени протекает графитизация и образуется больше цементита, чем в более массивных частях и в сердцевине.
Отсюда также следует, что содержание кремния надо уве-личивать в отливках небольшого сечения, охлаждающейся ускорен-но. В толстых сечениях отливок, охлаждающихся медленнее, графи-тизация протекает полнее и содержание кремния может быть уменьшено.
Маркировка и применение. Серые чугуны являются наиболее распространенным и дешевым литейным сплавом. Они характеризуются высокими литейными и удовлетворительными механическими свойствами, хорошей обрабатываемостью резанием, высокой износостойкостью, нечувствительностью к поверхностным дефектам. Согласно ГОСТ 1412—85 для изготовления отливок предусматриваются следующие марки чугуна: СЧ10; СЧ15; СЧ20; СЧ25; СЧ30; СЧ35. По требованию потребителя для изготовления отливок допускаются марки чугуна СЧ18, СЧ21 и СЧ24. Цифры в обозначении марок соответствуют среднему значению временного сопротивления, кгс/мм2.
Ферритные СЧ10, СЧ15, СЧ18 и феррито-перлитные (рис.9.6) серые чугуны СЧ20, СЧ25 используют для слабо – и средненагружен-ных деталей: крышки, фланцы, маховики, корпуса редукторов и др.

Перлитные чугуны (СЧ21, СЧ24, СЧ25, СЧ30, СЧ35) применяют для деталей, работающих при повышенных статических и динамических нагрузках: блоки цилиндров, картеры двигателей, поршни цилиндров, станины станков и пр.
Перлитные модифицированные серые чугуны СЧ30, СЧ35 обладают наиболее высокими механическими свойствами. Их получают подачей в струю жидкого чугуна при разливке порошковых модификаторов (ферросилиция и силикокальция в количестве 0,3…0,8 % от массы отливки). Структура модифици-рованных чугунов – перлитная основа с небольшим количеством изолированных пластинок графита (рис. 9.7). Влияние скорости охлаждения на структуру в модифицированном сером чугуне значительно меньше, чем в не модифицированном, что обеспечивает однородность свойств в различных сечениях отливки. Их применяют при высоких нагрузках: зубчатые колеса, гильзы двигателей, шпиндели, распределительные валы и пр.
 | Рис. 9.7. Микроструктура модифицированного перлитного серого чугуна СЧ30, х500 Заменить |
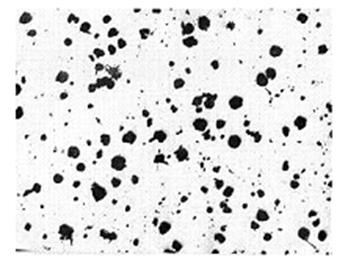
2.2.2. Высокопрочные чугуны. Они имеют шаровидную форму графита и как концентратор напряжений в меньшей степени, чем пластинчатый графит в сером чугуне, ослабляет металлическую основу и не оказывает на нее надрезывающего действия. Благодаря этому высокопрочный чугун имеет хорошие механические свойства.
Для поучения шаровидного графита в жидкий серый чугун вводят модификаторы в виде добавок магния, церия, иттрия и не-которых других элементов в оптимальном количестве 0,03…0,08 % от массы отливки. Меньшее содержание модификаторов не дает эффекта сфероидизации, а большее — приводит к отбелу и образованию пластинчатого графита.
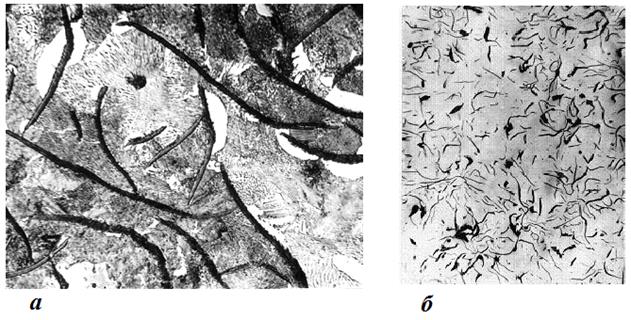
На рис. 9.8 показана микроструктура высокопрочного чугуна с шаровидным графитом. Особенностями структуры матрицы высокопрочного чугуна с шаровидным графитом являются: а) расположение феррита преимущественно в виде оторочек вокруг включений шаровидного графита, что объясняется разложением некоторой части цементита перлита; б) более тонкое, чем у серого чугуна, строение пластинчатого перлита, часто напоминающее сорбит.
Состав высокопрочного чугуна, как и серого, выбирается к зависимости от требуемых свойств и толщины отливок. По содержанию углерода он почти не отличается от серых чугунов (от 2,7 до 3,8 %), кремния ‒ 1,6…2,9 %, но содержание вредных примесей является более низким: серы до 0,01…0,1 % и фосфора до 0,04…0,10 %.
 а а | |
 б б | Рис. 9.8. Микроструктура высо-копрочного чугуна: а – на феррито-перлитной осно-ве (х 500); б – на перлитной основе (х 500); видна также веерообразная фосфидная эвтек-тика; б – без травления |
Жидкотекучесть высокопрочного чугуна такая же, как у серого, что позволяет получать фасонные отливки с минимальной толщиной стенок 3…4 мм.
ГОСТ 7293-85 устанавливает восемь марок высокопрочного чугуна и маркируют буквами ВЧ (высокопрочный чугун) и числа, соответствующего временному сопротивлению чугуна при растяжении σв, кгс/мм2. К ферритным чугунам относятся марки ВЧ35, ВЧ40 и ВЧ45, а к перлитным – ВЧ50, ВЧ60, ВЧ70, ВЧ80, ВЧ 100.
Благодаря более высоким механическим свойствам высокопрочный чугун может использоваться вместо поковок и отливок из углеродистой стали для деталей машин, работающих в тяжелых условиях. Из него изготавливают коленчатые валы и поршни автомобильных и тракторных двигателей, шестерни, тормозные диски, детали прокатных станов, корпуса насосов, вентили и т. д. Однако высокая усадка (1,25…1,7 %) вызывает необходимость создания условий направленной кристаллизации для предупреждения образования усадочных раковин и пористости.
2.2.3. Ковкий чугун. Получение отливок из ковкого чугуна принципиально отличается от технологии получения отливок из серого и высокопрочного чугунов. Сначала изготавливают отливку из белого чугуна, при этом используются его высокие литейные свойства, позволяющие получить плотные отливки сложной формы. Затем отливки подвергают длительному нагреву при высоких температурах в нейтральной среде. Для этого отливки укладывают в специальные ящики, засыпают песком для защиты от окисления и производят нагрев и охлаждение по схеме, приведённой на рис. 9.9. Металлической основой ковкого чугуна является феррит (ферритный ковкий чугун) и реже перлит (перлитный ковкий чугун).
Более высокой пластичностью обладает ферритный ковкий чугун, который применяют в машиностроении. Феррито-перлитный ковкий чугун для получения отливок не используется. Это связано с тем, что присутствие феррита в структуре перлитного ковкого чугуна ухудшает его свойства, так как влечет за собой резкое снижение прочности при незначительном увеличении пластичности.
По составу белый чугун, подвергающийся отжигу на ковкий чугун, является доэвтектическим со структурой ледебурит + цементит (вторичный) + перлит. Ковкий чугун по составу отличается от серого и высокопрочного чугунов. Он имеет более низкое содержание углерода и кремния, в отличие от серого, обладает некоторой пластичностью благодаря хлопьевидной форме графита. Низкое содержание углерода способствует меньшему выделению графита и повышению пластичности, а низкое содержание кремния исключает образование пластичного графита в структуре отливок при их охлаждении.
Обычный состав белого чугуна, отжигаемого на ковкий чугун, выбирают в зависимости от требуемой структуры металлической основы в пределах: 2,4…2,8 % С; 0,8…1,4 % Si; ≤1 % Мn; ≤0,1 % S; ≤ 0,2 %Р.
Отжиг проводят в две стадии (см. рис. 9.9). Вначале нагревают отливки до температуры 950…970 ºС. При этом в структуре чугуна образуются аустенит и цементит. При значительной выдержке при данной температуре цементит распадается с образованием хлопье-видного графита (углерода отжига) и структура преобразуется в А+Гр. Затем отливки охлаждают до температур, соответствующих интервалу эвтектоидных превращений. При охлаждении происходит выделение из аустенита вторичного цементита и одновременный его распад, что приводит к росту графитных частиц.
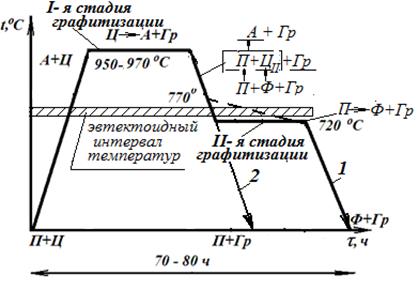 | Рис. 9.9. Схема отжига белого чугуна на ковкий: 1 – на ферритный; 2– на перлитный |
Затем при достижении температур ниже эвтектоидного интервала (740…720 оС) дают длительную выдержку или медленно охлаждают в интервале температур от 770 до 720 оС (штриховая линия на рис. 9.9), что обусловливает вторую стадию графитизации. При этом происходит разложение цементита, входящего в эвтектоидный перлит.
Таким образом, для получения структуры феррит + графит (углерод отжига) в процессе отжига должен быть разложен цементит ледебурита, вторичный цементит и цементит, входящий в перлит. При относительно быстром охлаждении (режим 2, рис. 9.9) вторая стадия полностью устраняется, и получается перлитный ковкий чугун.
Отжиг является длительной 70…80 часов и дорогостоящей операцией. Для ускорения отжига принимают различные меры: чугун модифицируют алюминием, повышают температуру нагрева чугуна перед разливкой или грфитизации I -й стадии до 1080 ºС.
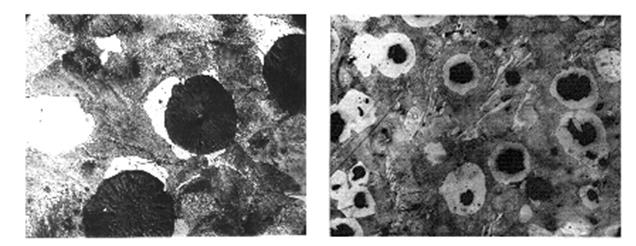
Микроструктура ковкого чугуна приведена на рис. 9.10. В действительности ковкий чугун не подвергается ковке. Из него, как и из серого, изготавливаются лишь фасонные отливки для машиностроения массой от нескольких граммов до 250 кг с толщиной стенок 3…50 мм. При этом толщина стенок отливок не должна превышать 40…50 мм, так как при большей толщине после отжига, вместо хлопьевидного, образуется пластинчатый графит. Отсутствие литейных напряжений, снятых во время отжига, благоприятная форма и изолированность графитных включений обуславливают высокие механические свойства ковкого чугуна.
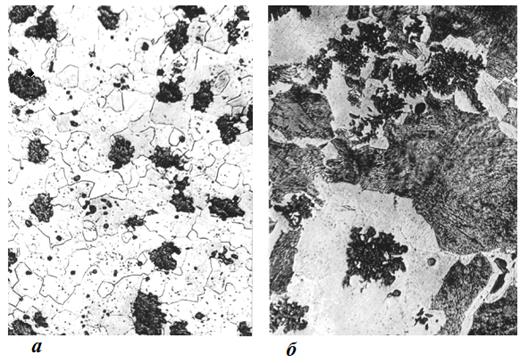
Рис. 9.10. Микроструктура ковких чугунов:
а – ферритный; б – перлитный
Согласно ГОСТ 1215-79 ковкий чугун маркируют буквами КЧ и цифрами. Первые две цифры указывают временное сопротивление, кгс/мм2., вторая – относительное удлинение (в %). Например, КЧ 30-6; КЧ 33-8; КЧ 35-10; КЧ 37-12 ферритного класса, КЧ 45-7; КЧ 50-5; КЧ 55-4; КЧ 60-3; КЧ 65-3; КЧ 70-2; КЧ 80-1,5 перлитного класса,
Из ковкого чугуна изготавливают детали высокой прочности, работающие в тяжелых условиях износа, способные воспринимать ударные и знакопеременные нагрузки, в том числе клапаны, муфты, картеры редукторов, коленчатые валы и др.
2.2.4. Чугуны с вермикулярным графитом (ЧВГ). Чугуны с вермикулярным[4] графитом – это относительно новый литейный чугун. Структура ЧВГ может содержать до 40 % сфероидального графита и до 60 % вермикулярного (червевидного). Раньше получали ЧВГ, как и высокопрочные чугуны, модифицированием сфероидизирующими элементами (Mg, Ca, Ce), только в расплав при этом вводили меньшее их количество, чем при получении ВЧ.
В последние годы разработаны способы получения ЧВГ с использованием новых модификаторов, в качестве которых используют комплексные лигатуры из магния, титана и РЗМ (церия, иттрия и др), которые в виде многокомпонентных лигатур вводятся в жидкий чугун в определённом соотношении[5]. При этом совместное введение вместе с магнием (0,01…0,03 %) в жидкий чугун титана в количестве 0,08…0,12 % в небольших количествах церия или иттрия обеспечивает более равномерное расположение вермикулярного графита как в тонких так и в массивных сечениях отливки.
Вермикулярный графит подобно пластинчатому графиту виден на металлографическом шлифе в форме прожилок, но они меньшего размера, утолщенные, с округлыми краями (рис. 9.11). Микроструктура металлической основы ЧВГ может быть ферритной, перлитной и феррито-перлитной.
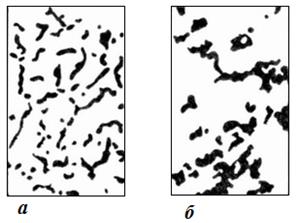 | Рис. 9.11. Формы вермикулярного графита: а – извилистая; б – утолщённая |
Типичные номинальные составы чугуна с вермиулярным графитом содержат 3,5…3,8 % углерода, 1,9…2,5 % кремния и 0,1… 0,6 % марганца.
Маркируют чугуны с вермикулярным графитом буквами ЧВГ и далее следует цифра, обозначающая минимальное значение временного сопротивления разрыву при растяжении, в кг/мм2. Для изготовления отливок ГОСТ 28394-89 устанавливает четыре марки чугуна с вермикулярным графитом: ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45.
По механическим свойствам чугуны с вермикулярным графитом превосходят серые чугуны и близки к высокопрочным чугунам, а демпфирующая способность и теплофизические свойства ЧВГ выше, чем у высокопрочных чугунов. Чугуны с вермикулярным графитом более технологичны, чем высокопрочные и по жидкотекучести соперничают с серыми чугунами. Для них характерны также высокая обрабатываемость резанием, малая усадка. Чугуны с вермикулярным графитом широко используются в мировом и отечественном автомобилестроении, тракторостроении, судостроении, дизелестроении, энергетическом и металлургическом машиностроении для деталей, работающих при значительных механических нагрузках в условиях износа, переменном повышении температуры. Например, ЧВГ используется взамен СЧ для производства головок цилиндров крупных морских и тепловозных дизельных двигателей внутреннего сгорания.
Механические свойства графитизированных чугунов по сравнению со стальным литьем могут изменяться в следующих соотношениях (табл. 9.1).
Таблица 9.1
Сравнение механических свойств графитизированных чугунов и стали
| Матрица | Прочность [МПа] | Твердость [HB] | Относительное удлинение d, % | Относительная стоимость | |
| СЧ | Ферритная | 100…180 | 130…150 | ||
| Перлитная | 300…400 | 175…230 | 0…1 | ||
| ЧВГ | Ферритная | 330…410 | 130…190 | 5…10 | 1,1 |
| Перлитная | 420…580 | 200…250 | 2…5 | ||
| ВЧ | Ферритная | 400…600 | 140 … 200 | 15…25 | 1,1 |
| Перлитная | 600…700 | 230…300 | 3…10 | ||
| КЧ | Ферритная | 350…370 | 150…163 | 6…12 | 1,2 |
| Перлитная | 500…630 | 241…269 | 2…4 | ||
| Сталь 15Л | 1,6…1,8 |
Отливки, предназначенные для работы в узлах трения, которые должны обладать низким коэффициентом трения, изготавливаются из антифрикционного чугуна (ГОСТ 1585— 85). В обозначениях стандартных марок таких чугунов ставится буква А (антифрикционный); например, АЧС-2, АЧВ-1, АЧК-2 и др.

