 2015-05-30
2015-05-30 315
315Листы жесткого ПBX рекомендуется пилить с помощью циркулярных и ленточных пил со скоростью резки, достигающей 3000 об/мин. В зависимости от толщины листов необходимо использовать лезвия с шагом зубьев от 5 до 10 мм. Для циркулярных пил рекомендуется применять углеродосодержащие диски с плоскими трапецеидальными чередующимися зубьями. Диаметр (d) и число зубьев (ZZ) зависят от материала, типа используемого оборудования и скорости вращения (например: для KOMACEL - d 300 мм, ZZ 96, скорость 4000 - 5000 об/мин, пила горизонтального или вертикального расположения).
Для того, чтобы добиться ровных, четких краев без сколов и трещин, листы требуется фиксировать перед распиливанием так, чтобы избежать любой вибрации. Это очень важно для листов малой толщины (от 1 до 3 мм), которые будут пилиться по одному или пачкой. Для резания листов толщиной в 1 мм, рекомендуется использовать ножницы-гильотины.
Таблица 1 Указательные значения обработки листов KOMACEL, KOMATEX, KOMADUR
| Процессы обработки | Геометрия | Komacel Komatex | Komadur |
Сверление 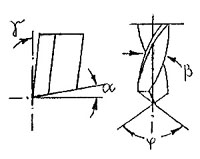
| α - вспомогательный угол (град.) β - угол вращения (град.) γ - угол сверления (град.) φ - угол заточки (град.) s - подача (мм/об) v - скорость резки (мм/мин) | 8-10 30 3-5 80-110 0,2-0,5 50-100 | 8-10 30 3-5 80-110 0,1-0,5 50-100 |
Точение 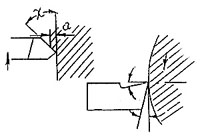
| α - вспомогательный угол (град.) γ - угол освобождения (град.) χ - угол выработки (град.) s - подача (мм/об) v - скорость резки (мм/мин) a - глубина прохождения (мм) | 15 0-5 45-60 0,1-0,3 200-500 до 6 | 5-10 0-10 45-60 0,1-0,3 200-500 до 6 |
Фрезерование 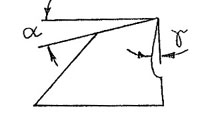
| α - вспомогательный угол (град.) γ - вырезающий угол (угол освобождения) (град.) s - подача (мм/об) v - скорость резки (мм/мин) | 5-10 0-15 0,3-0,5 до 1000 | 5-10 0-15 0,3-0,5 до 1000 |
Пиление 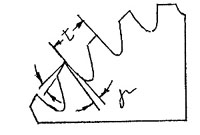
| α - вспомогательный угол (град.) γ - режущий угол (град.) t - градуирование (мм) s - подача (мм/зуб) v -скорость резки (мм/мин) | 10-15 0-5 0-8 5-10 0,1-0,3 до 3000 | 10-15 0-5 0-8 5-10 0,1-0,3 до 3000 |
В случае резки при помощи вертикальнодвигающейся пилы используйте только специально заточенные лезвия, и ни в коем случае - с разведенными зубьями (это касается пластичных материалов, в частности ПBX). Ручная подача должна быть регулярной и производиться с умеренной скоростью.
В некоторых особенных случаях разумно обратиться в консультационную службу Изготовителя лезвий пил.
Зубья лезвий из быстрорежущей стали или твердого металла должны быть направлены и слегка разведены. Лезвия пил из твердого металла улучшают качество резки и более долговечны.
!!! Всегда следуйте инструкциям, которыми снабжено используемое оборудование.








