 2015-06-16
2015-06-16 402
402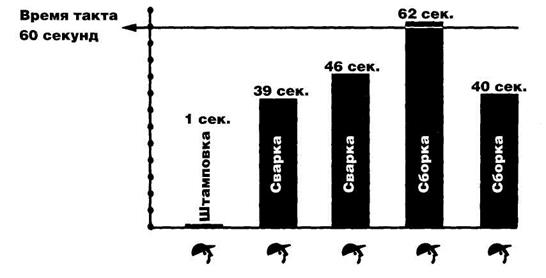
Разделив общее время выполнения сварочных и сборочных работ на время такта (187 секунд на 60 секунд), получим 3,12 оператора, необходимых для выполнения всей сварки и сборки в интервале времени такта. Четверо операторов были бы недостаточно загружены, но незначительное перераспределение элементов работы позволит обойтись без участия четвертого оператора.
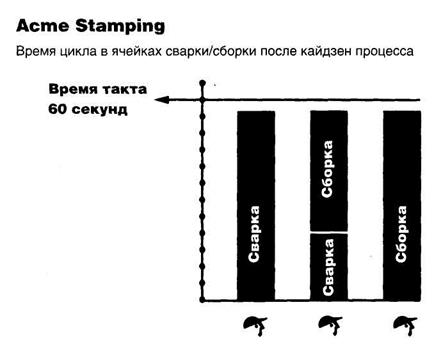
 Затем с помощью кайдзен процесса мы постараемся устранить потери и привести продолжительность всех работ к верхней границе времени такта. Целью кайдзен может быть сокращение времени работы всех операторов до 56 секунд или меньше (или не более 168 секунд общего времени работы). Если этого не получится, может потребоваться сверхурочное время. При любом приближении четвертый оператор и рабочий, который в настоящее время перевозит детали между изолированными процессами, могут быть переведены на другие работы, которые фактически создают ценность.
Затем с помощью кайдзен процесса мы постараемся устранить потери и привести продолжительность всех работ к верхней границе времени такта. Целью кайдзен может быть сокращение времени работы всех операторов до 56 секунд или меньше (или не более 168 секунд общего времени работы). Если этого не получится, может потребоваться сверхурочное время. При любом приближении четвертый оператор и рабочий, который в настоящее время перевозит детали между изолированными процессами, могут быть переведены на другие работы, которые фактически создают ценность.

 Чтобы обеспечить производство в соответствии с временем такта и сглаживание номенклатуры продуктов, время переналадки в задающем ритм процессе должно быть очень маленьким или равным нулю, а переналадки — частыми. Поэтому интервалы переналадки сварочного аппарата со сварки левосторонних на правосторонние кронштейны нужно будет сократить с текущих десяти минут до нескольких секунд. Особое внимание также потребуется для повышения надежности второго участка сварки (возможно, необходимо будет улучшить его техническое обслуживание).
Чтобы обеспечить производство в соответствии с временем такта и сглаживание номенклатуры продуктов, время переналадки в задающем ритм процессе должно быть очень маленьким или равным нулю, а переналадки — частыми. Поэтому интервалы переналадки сварочного аппарата со сварки левосторонних на правосторонние кронштейны нужно будет сократить с текущих десяти минут до нескольких секунд. Особое внимание также потребуется для повышения надежности второго участка сварки (возможно, необходимо будет улучшить его техническое обслуживание).
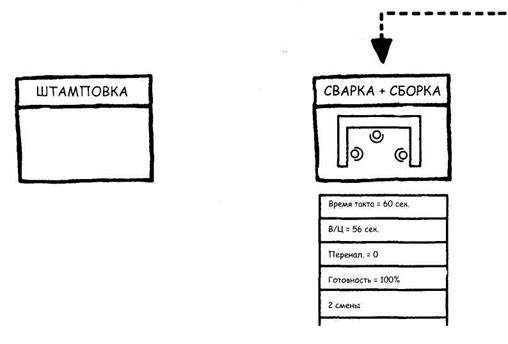
Обратите внимание, что на этой карте будущего состояния четыре прямоугольника процессов сварки и сборки объединены в один процессный прямоугольник, указывающий на непрерывный поток. Маленький рисунок ячейки внутри прямоугольника указывает, что производство организовано в виде ячеек.
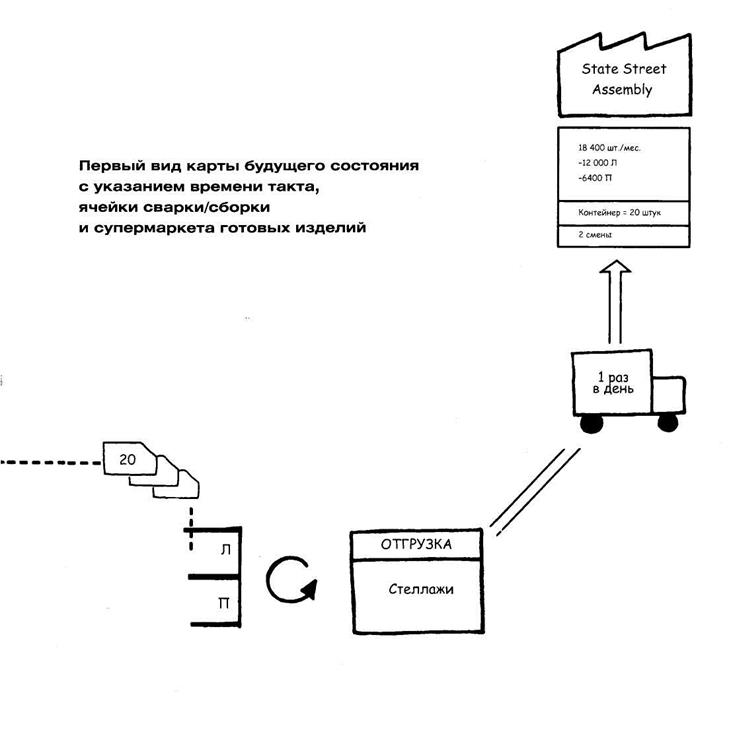
Вопрос № 4: где заводу Acme необходимо использовать вытягивающие системы супермаркета?
Завод Acme принял решение производить кронштейны рулевого управления для супермаркета готовых изделий (см. вопрос № 2). Два дополнительных супермаркета — один для штампованных деталей и один для рулонов — стали нужны, чтобы закончить внутризаводской поток создания ценности для кронштейнов рулевого управления.








