 2015-06-04
2015-06-04 1925
1925Заготовки дисков турбин и компрессоров штампуют в закрытых штампах на ковочных молотах и мощных прессах. Форму заготовки стремятся приблизить к форме готовых дисков. Припуск на механическую обработку около 5...6 мм на сторону. Однако в ряде случаев из-за сложной конфигурации детали припуски значительно больше. КИМ составляет около 0,1. Заготовки дисков на авиационные двигателестроительные заводы поступают предварительно обработанными заводом-поставщиком. Их подвергают ультразвуковому контролю для выявления внутренних дефектов.
В настоящее время в нашей стране и за рубежом переходят на изготовление дисков компрессора и турбины горячим изостатическим прессованием гранул в газостате (методом порошковой металлургии). Основные этапы технологического процесса — получение гранул (диаметром 5...500 мкм); очистка и сортировка гранул по размерам; горячее изостатическое прессование заготовки из гранул в газостате (температура нагрева 1200 °С, давление 200 МПа). Горячее изостатическое прессование повышает жаропрочность и пластичность материала заготовки.
Для дисков компрессора отрабатываются технология и оборудование с целью получения заготовок с регулируемой структурой методом изостатического прессования порошков с разными механическими свойствами.
Перспективной является также изотермическая штамповка и раскатка заготовок дисков компрессора и турбины в условиях сверхпластичности. Сущность этого направления состоит в следующем. Рабочие валки создают гидростатическое давление на материал заготовки, находящийся в очаге деформации. Величина гидростатического давления превышает предел текучести материала, что подавляет порообразование, исключает появление трещин и других несплошностей. Соблюдение изотермических условий в этом процессе деформирования обеспечивает мелкозернистую равноосную структуру при незначительной ориентации зерен в направлении течения металла. Материал заготовок дисков имеет повышенные механические свойства с малым их разбросом.
В настоящее время разработаны технологические процессы сверхпластического раскатывания дисков из титановых и жаропрочных сплавов.
При изготовлении дисков традиционными методами КИМ составляет 0,08; при использовании предварительных заготовок из порошков КИМ — 0,2 и при применении горячего изостатического прессования КИМ — 0,3.
Заготовки турбинных дисков с лопатками получают литьем по выплавляемым моделям с точностью 10...13-го квалитетов и шероховатостью поверхности Ra = 10...1,25 мкм. Лопатки таких дисков механически не обрабатывают, а лишь зачищают отдельные места. Все остальные поверхности литых дисков обрабатывают так же, как и штампованные.
Технологические базы для обработки дисков. Технологическими базами при механической обработке дисков являются центрирующие (посадочные) пояски или отверстие в диске и торцы.
Технологические базы в дисках турбины — центрирующие пояски или отверстия, торцы фланцев и в ряде случаев технологический бурт с отверстием с одной стороны полотна (рис. 4.3, а).
Технологические базы в дисках компрессоров с центрирующими поясками (барабанного типа) - центрирующие пояски и торцы диска (рис. 4.3, в), а в дисках с торцевыми шлицами — отверстие и торцы диска (рис. 4.3, г).
Малая жесткость дисков компрессоров требует частой правки технологических баз, например, в ряде конструкций дисков торцы обрабатывают до трех раз.
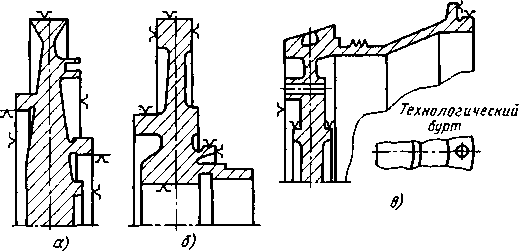
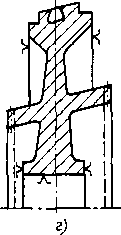
Рис. 4.3. Технологические базы для обработки дисков:
а, б – диски турбины; в, г – диски компрессора

