 2015-06-16
2015-06-16 262
262Лабораторная установка (рис. 5.) собирается по стандартной схеме ультразвукового комплекса, использованного в лабораторных работах № 1 и № 2.
В настоящей работе элементами комплекса кроме ультразвукового генератора и акустической системы с воздействующим инструментом, являются резервуар необходимой ёмкости, а также водный раствор или растворитель, которые могут быть выбраны из вышеприведённой таблицы. Чистящая жидкость должна соответствовать характеру загрязнённости, степени загрязнённости определённых ранее в результате исследовательских работ по данной тематике.
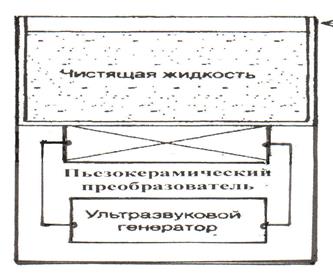
Рис. 5. Ультразвуковая ванна для
чистки-мойки загрязненных изделий
Элементами контроля является аппаратура КИП.
Элементами, подвергаемыми исследованию, являются детали или изделия с различной степенью загрязнённости. Употребляемые в настоящее время в промышленности водные растворы для ультразвуковой очистки-мойки приведены в таблице.
| Очищаемй материал | Состав раствора | Концентрация г / л | Температура, оС |
| Чёрные металлы и их сплавы | Тринатрийфосфат (Na3Po4) Кальцинированная сода (Na2CO3) Вещество ОП-7 (ОП-10) | 50 - 60 | |
| Алюминий | Тринатрийфосфат (Na3Po4) Кальцинированная сода (Na2CO3) Вещество ОП-7 (ОП-10) | 45 - 55 | |
| Медь и её сплавы | Тринатрийфосфат (Na3Po4) Кальцинированная сода (Na2CO3) Вещество ОП-7 (ОП-10) | 45 - 55 | |
| Магний и его сплавы | Тринатрийфосфат (Na3Po4) Кальцинированная сода (Na2CO3) Вещество ОП-7 (ОП-10) | 25 - 30 | |
| Керамика, стекло | Тринатрийфосфат (Na3Po4) Кальцинированная сода (Na2CO3) | 15 – 25 30 - 50 | 60 - 75 |
4. Порядок выполнения работы:
а) Ознакомиться со схемой установки ультразвуковой очистки, принципом работы, проверить её комплектность.
б) Руководствуясь электромонтажной блок-схемой, проверить правильность подключения контрольно-измерительной аппаратуры.
в) Выбрать деталь или изделие, требующее очистки, и определить степень их загрязнённости.
г) По габаритам, характеру и степени загрязнения изделия выбирается тип (модель) ванны;
д) Для получения сравнительной характеристики выбирают два или несколько растворов;
е) Определяется расчётное время для проведения ультразвуковой очистки-мойки изделия;
ж) По окончании процесса ультразвуковой очистки–мойки технологического оборудования проводится визуальный осмотр и оценивается качество очистки-мойки изделия;
з) Все данные измерений и оценок, полученных в результате проведения лабораторной работы, заносятся в таблицы по формам 2 и 3;
е) По окончании лабораторной работы производится анализ полученных результатов и делаются обоснованные выводы.
Форма 2
| № п/п | Габариты изделия, (a,b,c), мм | Вид загрязнения, (краска, нагар, масло и т.п.) | Степень загрязнения, (высокая, средняя, низкая) | Характеристика моющего раствора (водный, растворитель…) | Температура моющего раствора, (оС) | Тип ванны. Расчетная мощность, Вт |
| a= b= c= | ||||||
| a= b= c= | ||||||
| a= b= c= |
Форма 3
| № п/п | Площадь очищенной поверхности (мм2) | Степень загрязнен-ти моющего раствора, (высок., низк.) | Время продолжит-ти процесса, (мин) | Температура моющего раствора по окончании у/з процесса, (оС) | Качество очистки, (визуальное: отличное, хорошее, удовлетвор.) |








