 2015-06-04
2015-06-04 3876
3876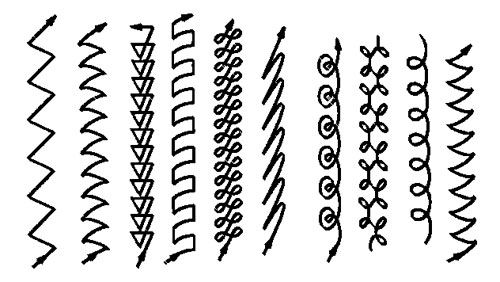
Под сваркой понимают процесс неразъемного соединения металлических изделий путем местного нагревания их до расплавленного или тестообразного (пластического) состояния (без применения или с применением механического усилия).
Самым распространенным способом сварки металлов является электродуговая сварка, при которой для местного расплавления свариваемых изделий используется тепловой эффект вольтовой дуги.
Газовая сварка применяется в основном для соединения тонколистового материала, тонкостенных труб, а также в ремонтном деле.
Сварными соединениями называют совокупность деталей, соединенных сварным швом. Они разделяются на следующие виды (рис. 11.1):
а) стыковые; б) угловые; в) тавровые; г) внахлестку.
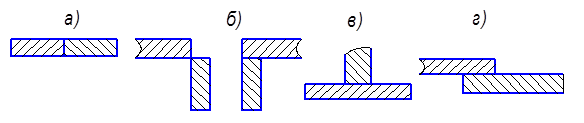
Рис. 11.1. Виды сварных соединений
СВАРНЫЕ ШВЫ
Сварным швом называют затвердевший после расплавления металл, соединяющий сварные детали. Они разделяются по протяженности шва, положению в пространстве, внешней форме шва, числу проходов, характеру выполненного шва, форме подготовленных кромок.
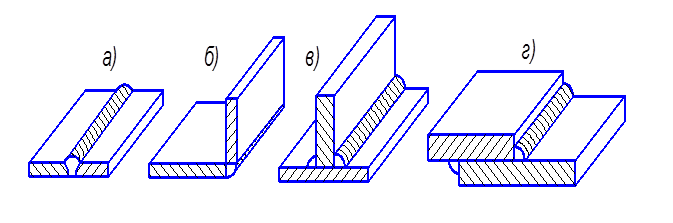 Рис. 11.2 Виды сварных швов
Рис. 11.2 Виды сварных швов
По протяженности сварные швы могут быть непрерывными (рис. 11.2) и прерывистыми (рис. 11.3). Прерывистые швы подразделяются на: а) тавровые; б) внахлестку; в) односторонние; г) цепные; д) шахматные. Длина провариваемого участка прерывистого шва 20-60 мм (или определяется расчетом). Расстояние, или шаг прерывистого шва, выбирают из соответствующего ГОСТа или рассчитывают.
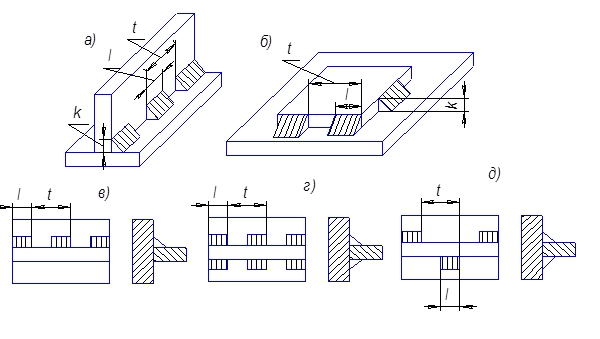
Рис. 11.3. Виды сварных швов
По положению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные (рис. 11.4). Нижние швы выполняют на горизонтальных поверхностях, горизонтальные и вертикальные - на вертикальных (по горизонтали и вертикали), потолочные - под изделием.
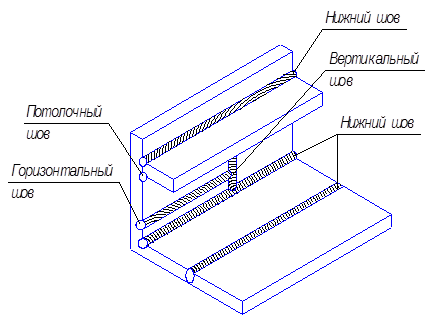
Рис. 11.4. Пространственное положение сварных швов.
По внешней форме сварные швы разделяют на швы выпуклые и вогнутые. Выпуклый шов, имеющий увеличенную высоту по сравнению с расчетной, называется усиленным, а вогнутый - облегченным (рис. 11.5).
Для швов угловых и тавровых соединений, а также соединений внахлестку характерным размером является размер катета поперечного сечения шва, обозначенный на рис. 11.5 буквой К.
По числу проходов сварные швы разделяются на однопроходные или многопроходные в зависимости от количества проходов сварочной дуги (рис. 11.6).
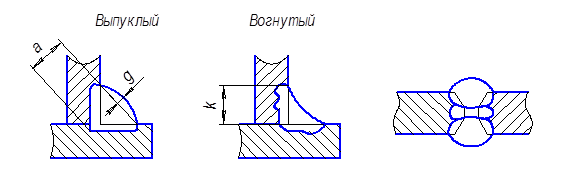
| Рис. 11.5. Катет сварного шва | Рис. 11.6. Многопроходный шов. |
Характер шва зависит от толщины свариваемых деталей, технических условий сварки и может быть односторонним или двусторонним. Форма подготовки кромок зависит от толщины свариваемых деталей, положения шва в пространстве и других данных. Для обеспечения провара при ручной сварке и для формирования шва при автоматической сварке выполняют скос кромок. Угол скоса кромки определяется по соответствующему стандарту.








