 2015-06-04
2015-06-04 2692
2692Сферические неотбортованные днища (в виде сферического сегмента) применяются главным образом в аппаратах, работающих под наливом или при избыточном давления не более 0,07 МПа, а также в виде составных частей отъемных крышек в аппаратах, работающих под избыточным давлением до 1,6 МПа.
Сферические не отбортованные днища нормализованы и применяются: в аппаратах диаметром 3,6 – 12 м и толщиной стенки 10 – 36 мм.
Сферические не отбортованные днища малых диаметров изготавливаются штамповкой из листа, а при больших диаметрах – составными сварными по принципу полусферических.
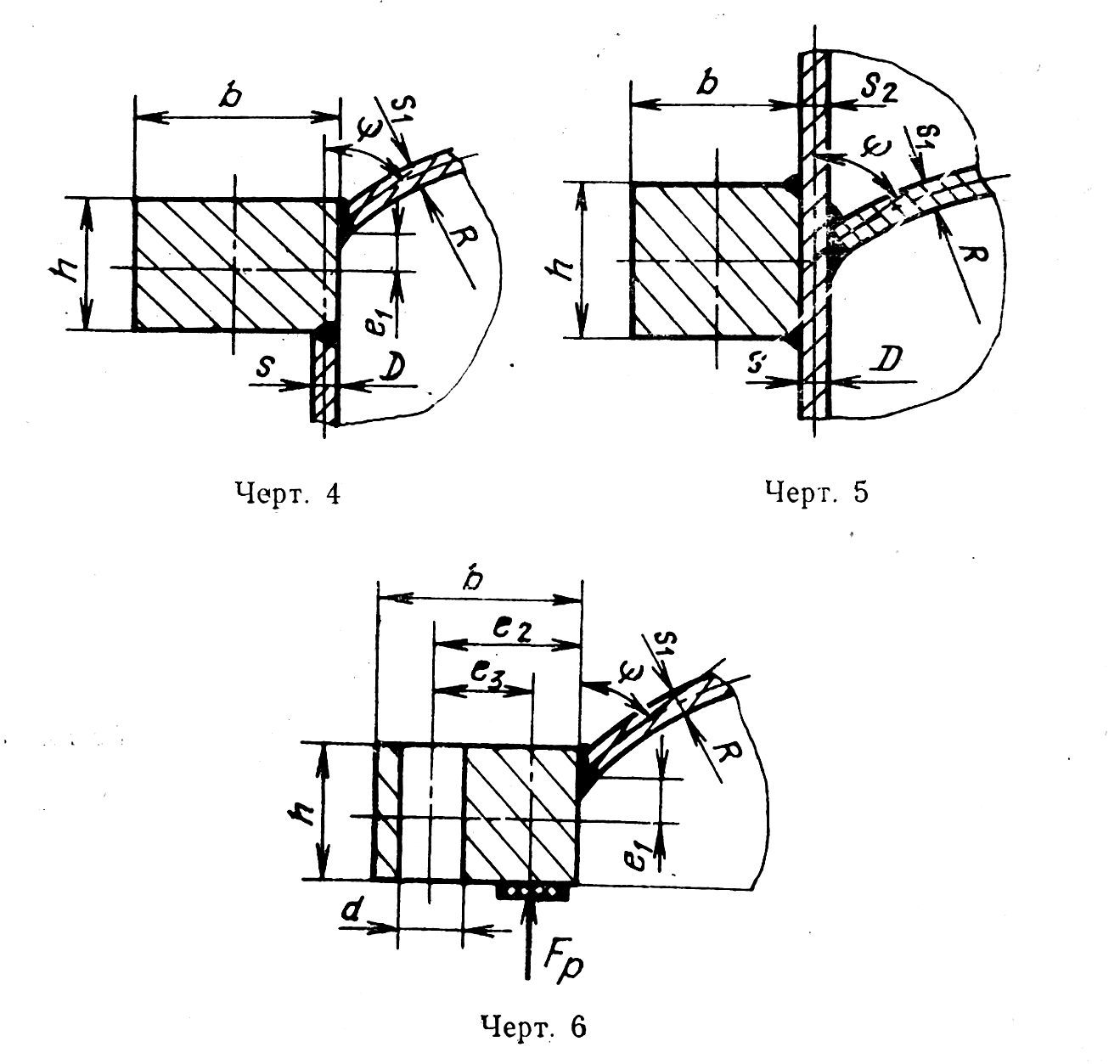
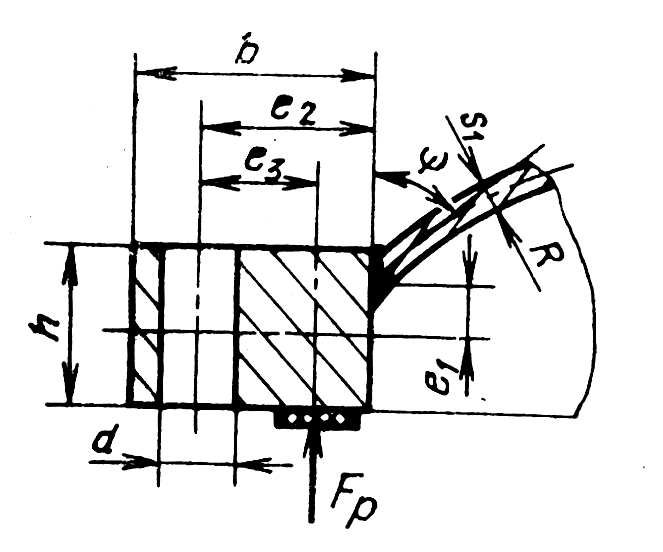
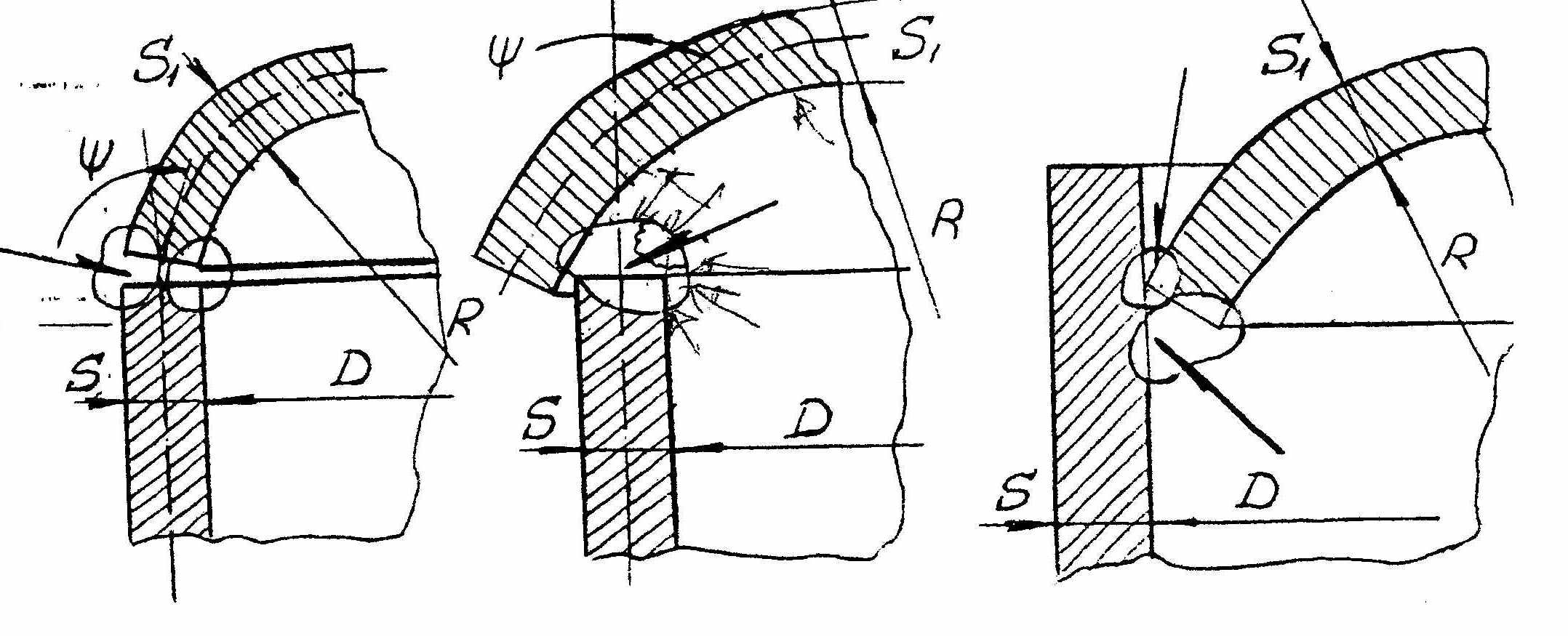
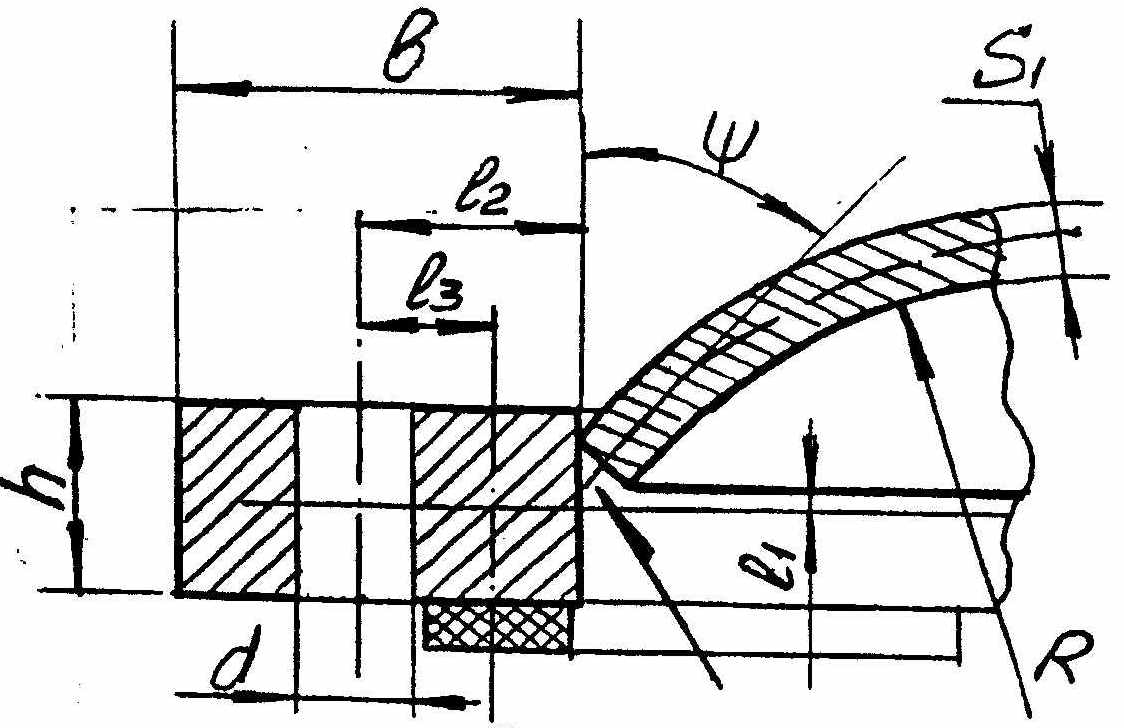
Некоторые конструкции соеденения неотбортованных сферических днищ с цилиндрической обечайкой на рисунке:

Расчет толщины стенки производится методом последовательных приближений по ГОСТ 25221 – 82 с последующим округлением до стандартной толщины листа. Предварительно толщину стенок определяют по формуле:
а затем по формуле:
где  - допускаемое напряжение для материала сферического сегмента при расчетной температуре, МПа;
- допускаемое напряжение для материала сферического сегмента при расчетной температуре, МПа;
 - коэффициент прочности кальцевого сварного шва на краю для сферических днищ;
- коэффициент прочности кальцевого сварного шва на краю для сферических днищ;
 – коэффициент, который определяется по специальной формуле см. ГОСТ 25221 – 82.
– коэффициент, который определяется по специальной формуле см. ГОСТ 25221 – 82.
В качестве расчетной толщины днища или крышки принимают больше из двух значений.
Исполнительная толщина стенки:
Допускаемое внутреннее избыточное давление:
где  – допускаемое избыточное давления из условия прочности центральной зоны:
– допускаемое избыточное давления из условия прочности центральной зоны:
 – допускаемое избыточное давления из условия прочности краевой зоны:
– допускаемое избыточное давления из условия прочности краевой зоны:
Условие прочности [Р] ≥ Р. Если условие прочности не выполняются, то необходимо увеличить толщину стенки днища до выполнения условия.








