 2015-06-26
2015-06-26 459
459Паяные соединения - этонеразъемные соединения, обеспечиваемые силами молекулярного взаимодействия между соединяемыми деталями иприпоем. Припой - этосплав или металл, вводимый в расплавленном состоянии в зазор между соединяемыми деталями и имеющий более низкую температуру плавления, чем соединяемые детали. Отличие пайки от сварки - отсутствие расплавления или высокотемпературного нагрева соединяемых деталей.
Связь в паяном шве основана на:
растворении металла деталей в расплавленном припое;
взаимной диффузии элементов припоя и металла соединяемых деталей;
бездиффузионной атомной связи.
Прочность паяного шва существенно выше, чем припоя, в связи с растворением в слоематериала деталей и в связи с тем, чтослой находится в стесненном напряженном состоянии между соединяемыми деталями.
Пайкой соединяют однородные и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и т. д.
Пайкой соединяют листы, стержни, трубы между собой и с плоскими деталямии др. Важную область составляют сотовые паяные конструкции (рисунок 9).
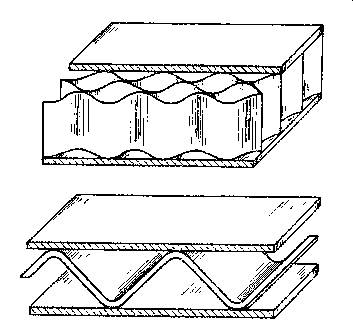
Рисунок 9 – Сотовые конструкции
Припои должны быть легкоплавкими, хорошо смачивать соединяемые поверхности, обладать достаточно высокой прочностью, пластичностью, непроницаемостью. В технике применяют широкую номенклатуру припоев, разделяемую на группы по температуре плавления и по химическому составу.
В машиностроении употребительны следующие припои.
оловянно-свинцовые по ГОСТ 21930-76* ПОС 61, ПОС 40, ПОС 30, ПОС 10 и др.
оловянно-свинцовые сурьмянистые и малосурьмянистые по ГОСТ 21930-76* (автомобилестроение, соединения цинковых и оцинкованных деталей и др.);
серебряные, оловянные, оловянно-свинцовые с содержанием серебра до 10 % по ГОСТ 19738-74* (ответственные соединения, требуюшие высокой прочности, коррозионной стойкости, относительно невысокой температуры плавления, повышенной электропроводности);
медно-цинковые сплавы - латуни (для большинства металлических деталей, кроме деталей, подвергаемых ударным и вибрационным нагрузкам).
В процессе пайки для защиты поверхностей от загрязнения и окисления и соответственно для улучшения растекания жидкого припоя применяют флюсы.
При низкотемпературной пайке применяют в виде флюса канифоль и ее растворы, вазелин, а также более активные флюсы, содержащие органические кислоты (олеиновую, молочную, лимонную) и др.
Для повышения активности флюса добавляют фтористые и хлористые соли металлов.
Применяют многообразные способы пайки: паяльником с периодическим подогревом или с непрерывным подогревом газом, жидким топливом или электрическим подогревом; газопламенными горелками; электронагревом (преимущественно электросопротивлением); в жидких средах; в печах; специальные.
Наиболее проста пайка паяльником, наиболее производительны пайки в жидких средах и в печах.








