 2015-07-04
2015-07-04 345
345ДИСПЛЕИ ТЕКУЩИХ КОМАНД
ФРЕЗЕРНАЯ ОБРАБОТКА
 |

ДИСПЛЕИ ТЕКУЩИХ КОМАНД.
Для получения доступа к экранам дисплеев текущих команд нажмите клавишу  (Текущие команды). Для перехода между страницами используйте клавиши
(Текущие команды). Для перехода между страницами используйте клавиши 
 (Страница вверх/вниз).
(Страница вверх/вниз).
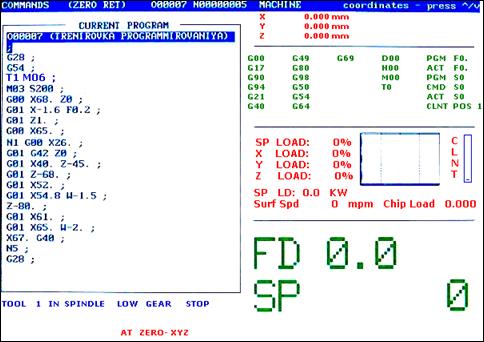 |
Program Command Check Display (Дисплей проверки команд программы).
На этом дисплее отображаются важные текущие команды.
-PGM F запрограммированную скорость подачи.
-ACT F действительную скорость подачи.
-PGM S запрограммированную скорость шпинделя
-CMD S указанную программой скорость шпинделя
-ACT S действительную скорость шпинделя
-CLNT POS положение программируемой системы подачи СОЖ (P-Cool).
Кроме того, на этом экране можно просмотреть положение рабочих органов станка в различных системах координат (ноль детали, оператор, станок, дистанция до окончания перемещения).
Переключение между различными системами координат производится при помощи клавиш 
 .
.
Current Display Command (Текущие команды дисплея)
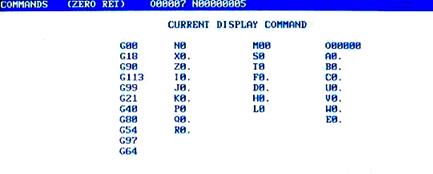
На данном дисплее показаны текущие коды программы и их значения. Эти значения нельзя менять в данном дисплее.
Macro Variables Display (Дисплей макропеременных)
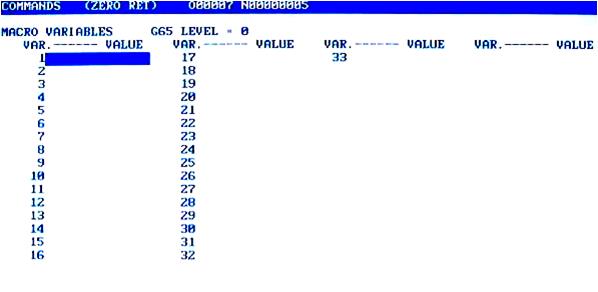
На дисплее показаны значения макропеременных и их настоящие значения. Эти переменные обновляются по мере выполнения программы системой управления. Кроме того, эти переменные можно изменять в данном дисплее.
Operation Timers Display (Дисплей рабочих таймеров)
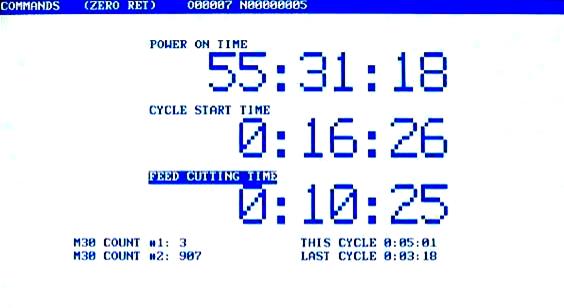
На дисплее отображается:
POVER ON TIME Время которое станок находился во включенном состоянии.
CICLE START TIME Время работы по программе (полное количество времени, в течение которого работал по программе)
FEED CUTTING TIME и время подачи (полное количество времени, в течение которого станок, перемещался на рабочей подаче).
Эти счётчики времени можно сбросить на ноль, выбрав нужный заголовок клавишами перемещения курсора вверх и вниз и нажав клавишу  (Начало координат).
(Начало координат).
Кроме этого имеется два счетчика M30, которые используются для счета готовых деталей. Их можно независимо устанавливать на ноль, чтобы считать количество деталей за смену и полное количество деталей.
Tool Life Display (Срок службы инструмента)
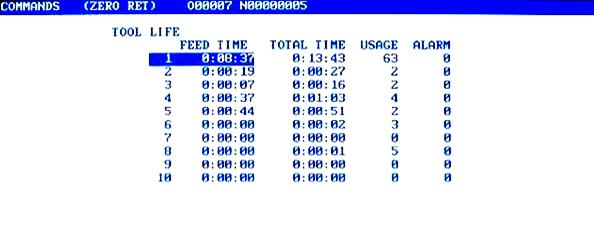
На экране отображается следующая информация:
Feed-Time –(Время подачи) время, в течение которого инструмент работал по программе на рабочей подаче.
TOTAL Time (Полное время) время, в течение которого инструмент находится в рабочем положении при работе по программе.
USAGE (Использование) сколько раз инструмент был установлен в рабочее положение. Эта информация используется для прогнозирования срока службы инструмента.
Alarm (Аварийный сигнал) количество использований инструмента.
Данный дисплей можно пользоваться для генерации аварийного сигнала, когда какой-либо инструмент использовался определенное количество раз (контроль износа инструмента по времени).
При достижении счетчиком «USAGE» значения счетчика «Alarm» будет выдано сообщение «#362 Tool Usage Alarm» (превышен лимит использования инструмента) и выполнено действие, указанное параметром настройки 84.
Величины дисплея можно сбросить на ноль, выделив нужную величину и нажав клавишу (Начало координат).
Максимальная величина 32767, по достижении этой величины система перейдет обратно к нулю.
Tool Load Monitor and Display (Монитор нагрузки инструмента)
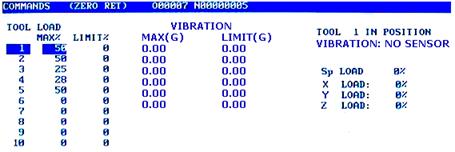
На этом мониторе вы можете получить следующую информацию:
ТOOL номер инструмента.
LOAD максимальная нагрузка которая возникала в процессе резания.
LIMIT% предел максимальной нагрузки в процентах.
Справа от столбцов дана информация о:
-номер инструмента находящегося в рабочем положении
-нагрузке на шпиндель
-нагрузке на оси станка
-угол поворота оси шпинделя
-температуре окружающей среды
оператор может ввести максимальную величину нагрузки отдельно для каждого инструмента в процентах, а так же выбрать действие, которое следует выполнить в случае превышения нагрузки.
Функция монитора нагрузки инструмента работает каждый раз, когда станок действует в режиме подачи (G01, G02, или G03). В случае превышения предела нагрузки будет выполнено действие, указанное параметром настройки 84 (остановка подачи, изменение подачи, подача звукового сигнала).
Функцию автоматического изменения подачи не следует использовать при резьбофрезеровании или автоматическом реверсе резьбонарезных головок, это может привести к непредсказуемым последствиям или поломке.
Axis Load Monitor (Монитор нагрузки оси *)
* На рисунке выделен красным цветом.
Нагрузка оси 100% представляет собой максимальную нагрузку, с которой станок может работать длительное время. Обработка может вестись с нагрузкой до 250%, однако нагрузка свыше 100% в течение длительного времени может привести к срабатыванию аварийного сигнала о перегрузке.
Maintenance (Обслуживание)
Эта страница позволяет оператору активировать и деактивировать последовательности планового обслуживания станка, замены фильтров и т.д. Более подробную информацию можно получить в разделе руководства оператора «Обслуживание».








