 2015-07-14
2015-07-14 554
5541.5.1 Формовка в двух опоках по разъёмной модели (рисунок 1.3)
1) Установить половину модели без шипов и модель питателя на подмодельную плиту.
2) Установить нижнюю опоку строганной плоскостью вниз.
3) Припудрить модель графитом.
4) Заполнить опоку формовочной смесью.
5) Уплотнить смесь трамбовкой.
6) Снять линейкой излишки формовочной смеси.
7) Проделать (наколоть) вентиляционные каналы.
8) Перевернуть опоку на 180º и посыпать (припудрить) плоскость разъёма сухим разделительным песком.
9) Установить верхнюю опоку на нижнюю, скрепить их центрирующими штырями.
10) Наложить вторую половину модели отливки, установить модели шлакоуловителя, стояка и выпора.
11) Наполнить верхнюю опоку формовочной смесью и повторить операции из пунктов 4, 5, 6, 7.
12) Вырезать литниковую чашу и вынуть модели стояка и выпора.
13) Снять верхнюю опоку и перевернуть её на 180º.
14) Смочить края модели отливки питателя, шлакоуловителя и извлечь их.
15) Исправить полости формы гладилкой.
16) Припылить поверхность формы графитом.
17) Изготовить стержень в стержневом ящике и установить его.
18) Накрыть верхней опокой нижнюю и скрепить штырями.
19) Залить форму расплавленным металлом.
20) После кристаллизации металла раскрыть полуформы и извлечь отливки, предварительно разбив форму и замерить размеры.
17.5.2 Формовка по неразъёмной модели с подрезкой (рисунок 1.4)
Применяется при изготовлении небольшого количества отливок, когда нецелесообразно изготавливать сложную разъёмную модель. Особенностью этого вида формовки является подрезка части смеси в нижней полуформе, после чего изготавливают вторую полуформу, в которой образуется выступающий болван, соответствующий подрезке в первой полуформе.
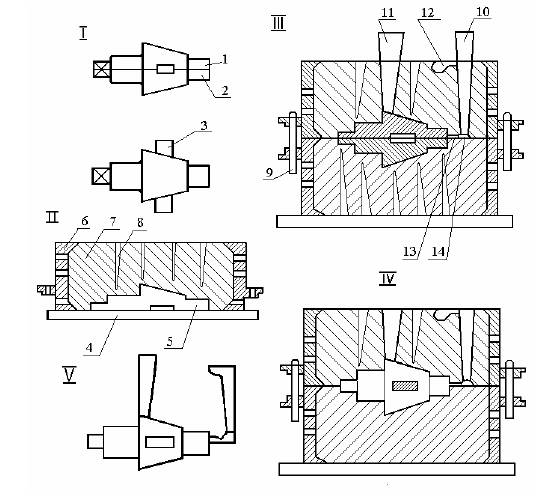
I – модель в двух проекциях; II – полуформа с полумоделью; III – форма; IV – форма перед заливкой; V - отливка
1 – верхняя полумодель; 2, 5 – нижняя полумодель; 3 – стержневые знаки; 4 – подмодельная плита; 6 – нижняя опока; 7 – песчано-глинистая смесь;
8 – газоотводные каналы; 9 – штыри центрирующие; 10 – модель литника; 11 – модель выпора; 12 – литниковая чаша; 13 – питатель; 14 – шлакоулавливатель
Рисунок 1.3 – Формовка в двух опоках по разъёмной модели
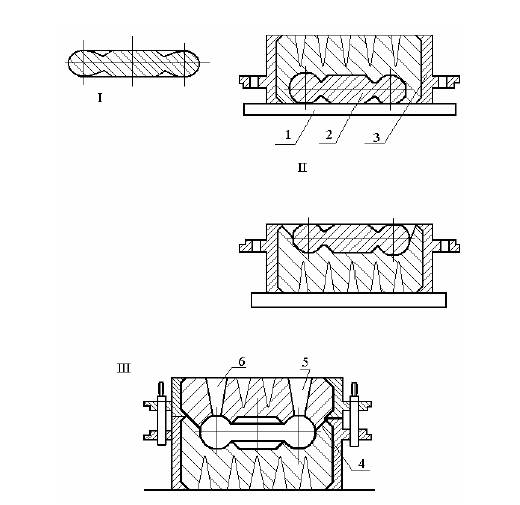
I – модель; II – изготовление формы; III – форма в сборе перед заливкой
1 – подмодельная плита; 2 – модель; 3 – нижняя опока; 4 – подрез; 5 – выпор;
6 – литник
Рисунок 1.4 – Формовка по неразъёмной модели с подрезкой
Порядок изготовления формы следующий.
На подмодельную плиту 1 устанавливают модель 2 и нижнюю опоку 3 (рисунок 1.4). В аналогичной последовательности (см. раздел 1.5.1) изготавливают нижнюю полуформу, в которой производят подрезку 4 вокруг модели по осевой плоскости. После этого изготавливают верхнюю полуформу и производят сборку формы (см. раздел 1.5.1).








