2015-07-14
2015-07-14 1096
1096Сопрягаемые поверхности склеиваемых деталей не должны иметь заусенцев и забоин, а шероховатость их составляет не менее Ra 12,5;
Перед склеиванием эти поверхности тщательно подготавливают:
 Механическую подготовку и пригонку металлических деталей производят на металлорежущих станках или вручную напильником, сложные поверхности подвергают пескоструйной обработке; пластмассовые детали обрабатывают резанием или зачищают наждачной шкуркой.
Механическую подготовку и пригонку металлических деталей производят на металлорежущих станках или вручную напильником, сложные поверхности подвергают пескоструйной обработке; пластмассовые детали обрабатывают резанием или зачищают наждачной шкуркой.
Химическая подготовка заключается в очищении и обезжиривании склеиваемых поверхностей ацетоном, спиртом, бензином или бензолом.
Прочность и плотность соединения обеспечиваются хорошей зачисткой склеиваемых поверхностей и сдавливанием их при температурах от 15 до 100сС с последующей выдержкой от нескольких минут до нескольких часов.
В зависимости от склеиваемых материалов и условий работы (характер нагрузок, температура и др.) для склеивания применяют различный клей, например БФ, БС, В К, ФЛ-4, клеевые композиции на основе эпоксидной смолы ЭД-20 и др.
Клеевые соединения применяют в электропромышленности, авиации, мостостроительстве, станкостроении и т. д.
Наибольшее распространение имеют соединения листового материала и тонкостенные клеевые конструкции. Их успешно используют для уплотнения и стопорения резьбовых соединений, при этом повышается надежность работы и отпадает необходимость в стопорных деталях.
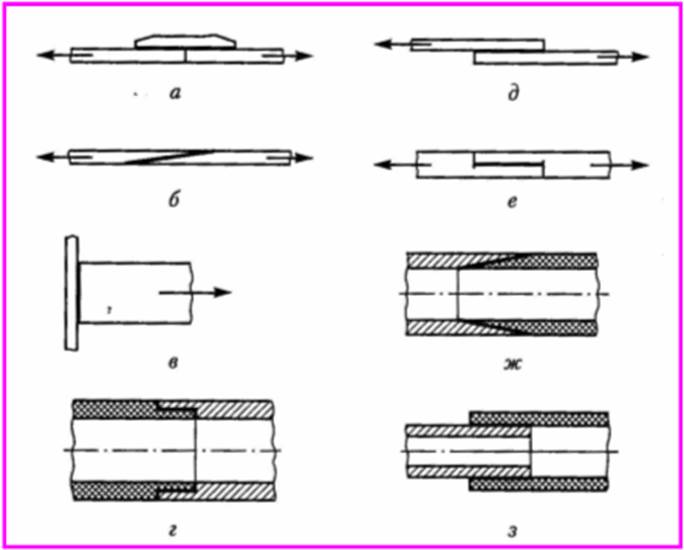
Оправдавшие себя на практике виды клеевых соединений листов выполняют по косому срезу, с накладками или нахлесточными.
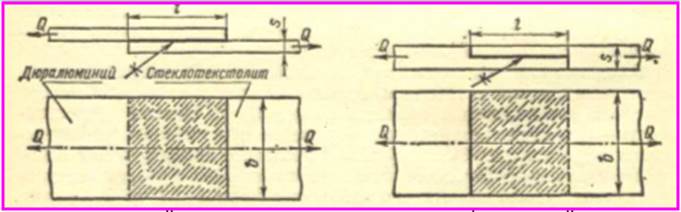
Эти соединения рассчитывают на сдвиг методами сопротивления материалов, принимая допускаемое напряжение на сдвиг [τср] = 15...20 МПа.
 Типы клеевых соединений
Типы клеевых соединений
Нахлесточный шов Комбинированный шов
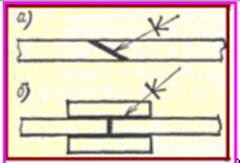 | а) Стыковой шов по косому срезу б) Стыковой шов с двумя накладками |