 2015-08-21
2015-08-21 284
284Общая электрическая схема станка изображена на рисунке 3. Электрические цепи управления включают в себя несколько линий, питание которых обеспечивается понижающими трансформаторами напряжением 24В.
Аварийная цепь обеспечивает отключение всех трехфазных приводов станка в случае выхода суппорта из пределов рабочей зоны по координатам X и Z при размыкании концевых выключателей. При нажатии кнопки «аварийный останов» (кнопка красного цвета на лицевой части пульта оператора) также происходит размыкание контактора. В случае нарушения логики выполнения команд управления, неисправности или рассогласования измерительных цепей по координатам, неисправности датчиков обратной связи, приводов подач обеспечивается выход УЧПУ, вследствие чего происходит отключение всех механизмов станка, блокировка главного привода и приводов подач.
Защита всех трехфазных двигателей производится тепловыми реле. Общая цепь запитки двигателей защищена автоматическим выключателем, который обеспечивает защиту цепей от короткого замыкания.
Электрические блокировки делают невозможным включение шпинделя при:
- не зажатом патроне;
- не поджатой пиноли;
- отсутствии готовности привода шпинделя;
- нерабочем вентиляторе привода главного движения:
- открытом защитном экране рабочей зоны;
- активированной функции контроля ограждения.
Невозможны зажим / разжим заготовки во вращающемся шпинделе и разблокировка приводов подач и главного движения при отсутствии готовности станции приводов. Готовность станции приводов обеспечивается заданием соответствующих команд, содержащихся в УП и с ПО при отсутствии других блокировок.
Приводы главного движения и подач в комплекте с асинхронными двигателями обеспечивают движение исполнительных механизмов станка, воспринимая задающие аналоговые сигналы УЧПУ.
Головка автоматическая универсальная для крепления инструмента при смене своего положения поворачивается электродвигателем вокруг оси параллельной оси вращения заготовки и может занимать 6 фиксированных положений. Контроль положения и фиксации головки осуществляется специальными датчиками, сигналы от которых поступают в УЧПУ.
Смазка шпиндельной бабки станка осуществляется масляным насосом, имеющим собственный электродвигатель. Включение электродвигателя осуществляется от УЧПУ в соответствии с заданным режимом смазки. Электродвигатель защищен от перегрузки тепловым реле, а контроль наличия потока в системе смазки осуществляется специальными датчиками. При размыкании датчика и теплового реле на экране ПО высвечивается информация об отказе.
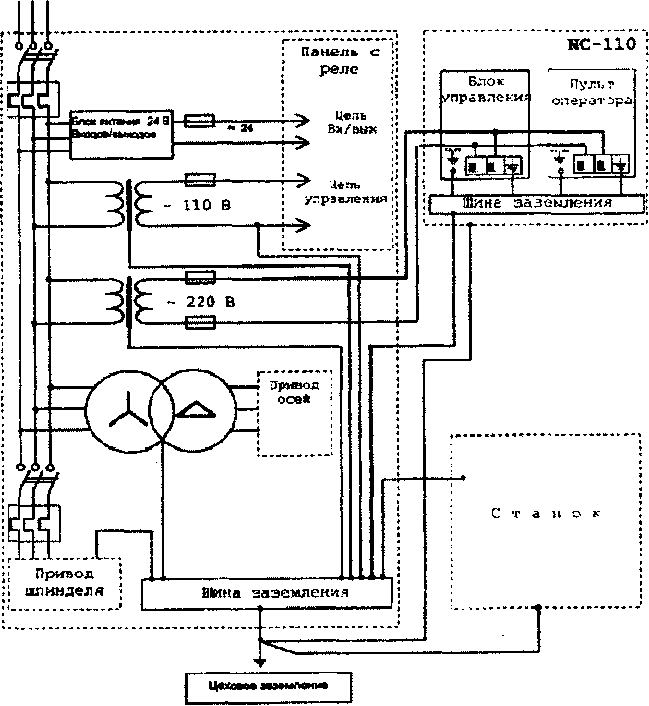
Рисунок 3 - Общая электрическая схема станка 16К20ФЗ
При включении того или иного диапазона частоты вращения шпинделя информация поступает с энкодера в УЧПУ, которое обеспечивает подачу требуемого напряжения на электродвигатель главного движения станка. На экран ПО выдается информация о действительной частоте вращения шпинделя.
Положение шпинделя и инструмента по осям X, Z определяется на основе данных энкодеров шпинделя и осей.
Смазка направляющих станины обеспечивается системой дозаторной смазки, в состав которой входят электродвигатель, релейный блок с контактором, тепловое реле защиты электродвигателя. Включение насоса системы смазки происходит автоматически при включении станка и в дальнейшем с интервалом 10 мин. с продолжительностью импульса смазки 5 с. При отключении теплового реле подается сообщение на экран ПО.
Механизм зажима/разжима патроном заготовки состоит из электромеханической головки со встроенным электродвигателем, защищённым тепловым реле. Управление механизмом осуществляется от сдвоенной педали станка, либо УП при автоматизированной установке/снятии заготовки. Управляющие сигналы подаются через релейный блок на 2 контактора, поочередно замыкающихся при зажиме и разжиме. Имеющийся датчик контроля прижима кулачков замыкает свои контакты при достижении требуемого усилия зажима и срабатывании предохранительной муфты. На экран ПО подается информация о завершении зажима заготовки и об отключении теплового реле в случае перегрузки электродвигателя. Аналогично устроен и работает механизм зажима / разжима задней бабки станка.
Система охлаждения инструмента и заготовки в процессе резания состоит из резервуара для охлаждающей жидкости, системы трубопроводов, насоса, электродвигателя и сопла, подающего жидкость непосредственно в зону резания. Электродвигатель имеет защиту тепловым реле и управляется от УЧПУ. За включение и выключение насоса отвечают специальные функции в УП (М8, М9); включение/выключение насоса также возможно специальной кнопкой, расположенной на ПО. Информация об отключении теплового реле в случае перегрузки электродвигателя подается на ПО.
Все вышеописанные режимы работы электрооборудования и блокировки обеспечиваются логикой УЧПУ.








