2015-08-12
2015-08-12 4278
4278Таблица 8.1а - Анализ чертежа детали, конструктивно технологических свойств и анализа технологичности детали
| Анализ чертежа детали | Ответ с чертежа детали | ||
| Материал детали M Д | Сталь 40Х | ||
| Твердость | 48 HRC | ||
| Масса детали, кг | 0,61 | ||
| Анализ конструктивно технологических свойств детали | |||
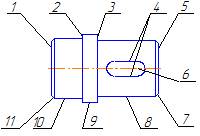 Рисунок 8.1а – Нумерация поверхностей детали «Валик» Рисунок 8.1а – Нумерация поверхностей детали «Валик» | |||
| Нумерация поверхности: | Номер поверхности | ||
| Исполнительные поверхности | |||
| Основные конструкторские поверхности | 2,?? | ||
| Вспомогательные конструкторские поверхности | 3,??,?? | ||
| Свободные поверхности | 1, 5,??,??,?? | ||
| Анализ технологичности детали | |||
| Параметры для расчета | Расчетное значение | ||
Средний квалитет точности  , где IТ – номер квалитета; ni – число размеров выполняемых по i-тому номеру квалитета , где IТ – номер квалитета; ni – число размеров выполняемых по i-тому номеру квалитета | 12.8 | ||
Коэффициент точности размеров  | ??? | ||
Средняя величина шероховатости:  , где Raj – величина параметра Ra в мкм; mj – число поверхностей, имеющих j-тую шероховатость k – число всех поверхностей детали , где Raj – величина параметра Ra в мкм; mj – число поверхностей, имеющих j-тую шероховатость k – число всех поверхностей детали | 11.09 | ||
Коэффициент шероховатости детали  , , | ??? | ||
| Технологичность по коэффициенту точности (технологична/ не технологична) если К т > 0,8 – деталь технологична | технологична | ||
| Технологичность по коэффициенту шероховатости (технологична/ не технологична) если Кш < 0,32 – деталь технологична | технологична | ||
Таблица 8.2а - Определение типа производства
| Исходные данные | ||
| Годовой объем выпуска деталей, шт. | ||
| По таблице приложения определите тип производства | Среднесерийный |
Таблица 8.3а - Методы получения исходной заготовки
| Вариант штамповки | ||
| Исходные данные | ||
| Масса штамповки М заг1 | 0,77 | |
| Стоимость заготовки Сзаг1, руб. | 50,4 | |
| Стоимость механической обработки Смех1, руб. | 4,6 | |
| Цена одного кг отходов Сотх1, руб. | 1,4 | |
| Расчет | ||
Себестоимость заготовки, получаемой штамповкой  | ??? | |
| Вариант прокат | ||
| Исходные данные | ||
| Масса проката М заг2 | 1,03 | |
| Стоимость заготовки Сзаг2, руб. | 35,3 | |
| Стоимость механической обработки Смех2, руб. | 4,6 | |
| Цена одного кг отходов Сотх1, руб. | 1,4 | |
| Расчет | ||
Себестоимость заготовки из проката  | ??? | |
| Определение оптимального метода получения заготовки по наименьшей себестоимости | ??? |
Таблица 8.4а - Схема базирования заготовки детали «Валик»
Нанесите на данном эскизе заготовки детали «Валик» теоретическую схему базирования заготовки в тисках с призматическими губками  Рисунок 8.2а – Теоретическая схема базирования заготовки детали «Валик» Рисунок 8.2а – Теоретическая схема базирования заготовки детали «Валик» |
Таблица 8.5а - Расчет припусков, размеров исходной заготовки и определение коэффициента использования материала
| Исходные данные | ||
| Маршрут обработки наибольшего диаметра заготовки | ||
| Токарная черновая | ||
| Маршрут обработки на наибольшую длину заготовки | ||
| Фрезерно-центровальная | ||
| Диаметр 2И = 45 мм шероховатость Ra=12,5 | ||
| Длина Ж = 70 мм шероховатость Ra=12,5 | ||
| Определение припусков на механическую обработку | ||
| Припуск на диаметр 2И [3, стр. 157, табл.7.1] Z1 | 1,3 | |
| Припуск на длину Ж [3, стр. 178, табл.7.28] Z2=Z3 | 1,6 | |
| Определение размеров заготовки | ||
 (округлить до ближайшего стандартного значения [3, стр. 151, табл.6.1]) (округлить до ближайшего стандартного значения [3, стр. 151, табл.6.1]) | Æ??? | |
 (округлить то ближайшего целого линейного размера) (округлить то ближайшего целого линейного размера) | ??? | |
| Определение коэффициента использования материала | 0,59 |
Таблица 8.6а - Маршрут изготовления детали, выбор средств технологического оснащения (типовые операции, оборудование, технологическую оснастку выбрать из приложения 7)
| № | Наименование операции | Наименование и модель оборудования | Наименование приспособления | Наименование инструмента | Наименование измерительного средства | |
| Заготовительная | ||||||
| Фрезерно-центровальная | ??? | Тиски с самоцентрирующими губками призматической формы ГОСТ 12195-78 | Фреза торцевая Т5К10 ГОСТ 24359-80 ???? | Штангенциркуль ШЦ–1 ГОСТ 6507–78 Шаблон | ||
| Токарная (черновая) | ??? | Патрон поводковый 7160–0002 МН4050–02 Центр упорный вращающийся ГОСТ 8742-75 | Резец проходной для контурного точения Т5К10 ГОСТ 20872–80 | ???? | ||
| Токарная (чистовая) | ???? | Патрон поводковый 7160–0002 МН4050–02 Центр упорный вращающийся ГОСТ 8742-75 | Резец проходной для контурного точения Т15К6 ГОСТ 20872–80 | Микрометр МК–50 ГОСТ 6507–78 | ||
| Шпоночно – фрезерная | ???? | Тиски с самоцентрирующими губками призматической формы ГОСТ 12195-78 | Шпоночная фреза Т5К10 ГОСТ 6396-78 | Калибр шпоночный | ||
| Термообработка | ||||||
| Центрошлифова льная | ???? | Тиски с самоцентрирующими губками призматической формы ГОСТ 12195-78 | Головка алмазная АГК ГОСТ2447-82 | Калибр | ||
| Шлифовальная | ??? | Патрон поводковый 7160–0002 МН4050–02 Центр неподвижный ГОСТ8742-75 | Круг шлифовальный ЗП 200´40´80 23А40С1К2 | Микрометр МК–50 ГОСТ 6507–78 |
Таблица 8.7а - Режимы резания на операцию 020 токарную черновую установ А
| Исходные данные: | ||
| Станок | 16К20Ф3 | |
| Резец с пластиной из твердого сплава | Т15К6 | |
Предел прочности,  | 750 МПа | |
| Глубина резания, t | 4 мм | |
| Подача при черновом точении, S | 0,4 мм/об | |
| Стойкость инструмента, Т | 60 мин. | |
| Вспомогательное время на обработку, Тв | 1,02 мин | |
| Рассчитайте режимы резания | ||
| Определение коэффициентов и показателей степени для расчета скорости резания | ||
Коэффициент  , [2, стр. 269, табл.17] , [2, стр. 269, табл.17] | ||
| Показатель степени x, [2, стр. 269, табл.17] | 0,15 | |
| Показатель степени y [2, стр. 269, табл.17] | 0,35 | |
| Показатель степени m [2, стр. 269, табл.17] | 0,2 | |
Коэффициент, учитывающий влияние материала заготовки [2, стр. 261, табл.1]  , где К г = 0,95 коэффициент учитывающий группу стали; n =1 для резца из твердого сплава , где К г = 0,95 коэффициент учитывающий группу стали; n =1 для резца из твердого сплава | 0,95 | |
Коэффициент, учитывающий состояние поверхности  (прокат) [2, стр. 263, табл.5] (прокат) [2, стр. 263, табл.5] | 0,9 | |
Коэффициент, учитывающий влияние материала инструмента (Резец с пластиной Т5К10)  0,65 [2, стр. 263, табл.6] 0,65 [2, стр. 263, табл.6] | 0,65 | |
Определение коэффициента для расчета скорости  | 0,55 | |
Расчет скорости резания  м/мин м/мин | ||
Число оборотов шпинделя  об/мин, где где d – диаметр заготовки об/мин, где где d – диаметр заготовки | 755,9 | |
| Уточним частоту вращения по паспорту станка | ||
Уточняем скорость резания  м/мин м/мин | ??? | |
Определение основного технологического времени  , мин где: , мин где:  – подача рабочих ходов мм/об. – подача рабочих ходов мм/об.  – частота вращения шпинделя по паспорту станка об/мин. – частота вращения шпинделя по паспорту станка об/мин.  – длина рабочих ходов – длина рабочих ходов | 0,07 | |
| Штучное время на обработку Т ш = T в + Т о | 1,09 |
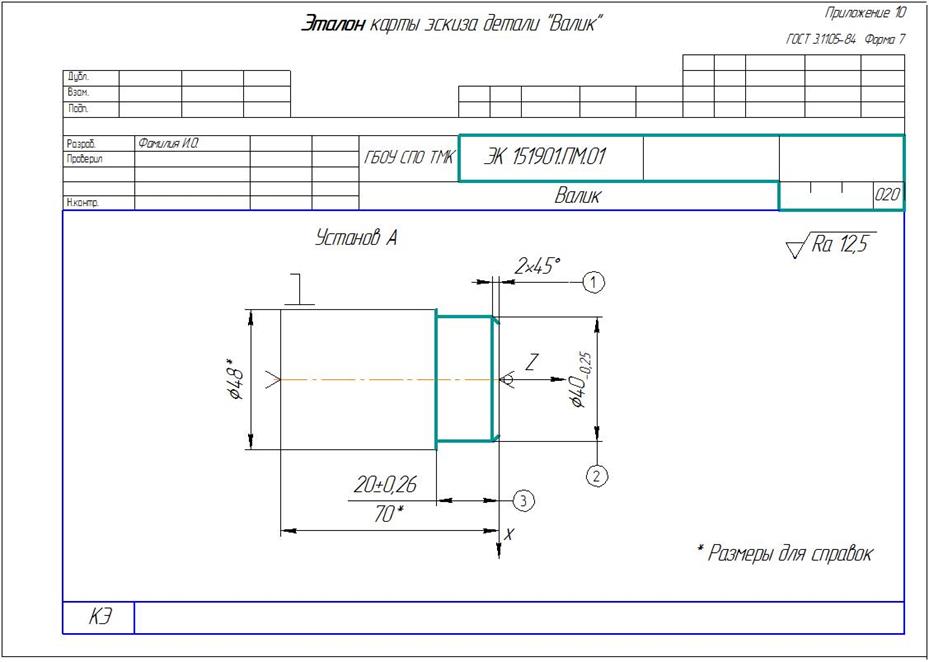
Эталон – Расчётно-технологическая карта для составления управляющей программы обработки детали «Валик»
Исходные данные: Операция 020 токарная черновая установ А
Таблица 8.8а - Содержание и условия выполнения технологической операции
| Номер перехода | Содержание перехода | Режущий инструмент | Позиция инструмента | n, об/мин | So, мм/об | Станок | СЧПУ |
| Точить Ø40 мм на длине 20 мм со снятием фаски 2х45˚ за один проход | Резец проходной для контурного точения | 800, 2-ой диапазон | 0,4 | 16К20Ф3 | 2Р22 |
Эскиз детали «Валик»
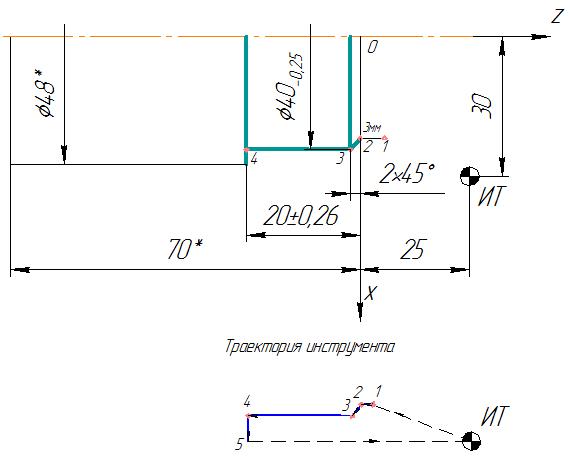
Таблица 8.9а – Координаты опорных точек траектории, мм
| Координата | Номера опорных точек | |||||
| ИТ | ||||||
| Х | ||||||
| Z | -2 | -20 | -20 |
Таблица 8.10а – Запись и алгоритм ввода управляющей программы обработки детали «Валик» в кодах системы ЧПУ 2Р22
| Номер строки | Номер кадра УП | Содержание кадра УП | Алгоритм ввода УП с клавиатуры пульта оператора УЧПУ |
 | |||
| N001 | T1 S2_800 F0,4 | N001 T1 S2800 F0,4  | |
| N002 | X36 Z3 E M08 | X36 Z3 E M08 | |
| N003 | Z0 | Z0  | |
| N004 | X40 С2 | X40 С2 | |
| N005 | Z-20 | Z-20 | |
| N006 | X60 M09 | X60 M09 | |
| N007 | Z25 E | Z25 E | |
| N008 | M02 | M02 |
Примечание:
- кадры управляющей программы записываются, начиная со второй строки таблицы;
- при составлении программы используйте справочный материал из приложения 7.