 2015-08-21
2015-08-21 372
372В данном разделе рассматриваются простые системы с одноканальными устройствами, для моделирования которых используются операторы, рассмотренные в предыдущем разделе.
Пример 3.2 Контролер проверяет качество изготовленных деталей. Время между поступлением деталей распределено равномерно со средним значением 10 минут и среднеквадратичным отклонением 10±5 минут. Время, затрачиваемое на контроль одной детали, также распределено равномерно и составляет 8±7 минут.
Промоделировать средствами GPSSW работу участка контроля. Определить среднее время, затрачиваемое на контроль 100 деталей, загрузку контролера, характеристики очереди деталей.
При составлении программы − модели за транзакты приняты детали, а обрабатывающим устройством является контролер.
Исходный текст программы модели представлен на рис. 3.6:
| Операторы исходного текста программы | Пояснения |
| GENERATE 10,5 | Поступление деталей каждые 10±5 минут |
| QUEUEVHOD | Занять очередь с именем VHOD |
| SEIZEKONTR | Попытка занять контролера |
| DEPART VHOD | Если попытка удалась, покинуть очередь деталей |
| ADVANCE 8,7 | Задержка на время операции контроля |
| RELEASE KONTR | Освобождение контролера |
| TERMINATE 1 | Деталь (транзакт) удаляется из системы, одновременно из содержимого счетчика завершений вычитается единица |
Рис. 3.6
Программа запускается управляющим оператором START 100.
После прогона модели выдается стандартный отчет (см. Таблица 3.2):
Содержимое стандартного отчета к примеру 3.2 Таблица 3.2
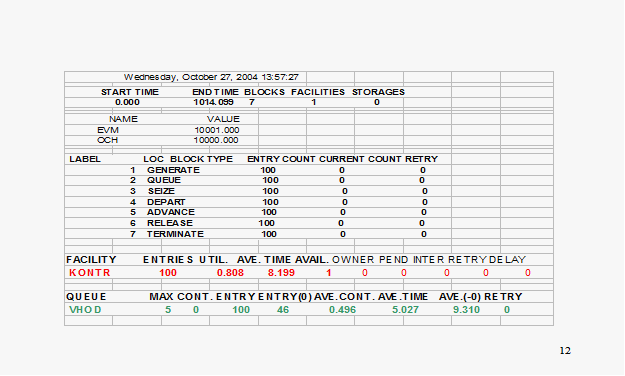
В нижней части отчета приводится статистика работы блоков модели (контролера и очереди), накопленная по результатам прогона. По данным отчета можно сделать следующие выводы:
· об обрабатывающем устройстве: на контроль всех 100 деталей будет затрачено в среднем 1014 минут, коэффициент загрузки контролера составит 0,808, на контроль одной детали затрачивается в среднем 8,199 минуты.
· статистика очереди: общее количество деталей, подвергнутых контролю, составило 100 штук, 46 из них поступили на контроль с нулевым временем простоя в очереди (т.е. контролер был не занят в момент их поступления). Максимальная длина очереди составила 5 деталей, средняя длина очереди 0,496 детали, а среднее время простоя в очереди одной детали составило 5,027 минуты.
Особенность этой модели состоит в том, что в ней время моделирования определяется количеством транзактов, а время моделирования заранее неизвестно. Действительно, при запуске программы оператором
START 100 (надо обработать 100 транзактов) в счетчик завершений засылается число 100. Каждый транзакт, проходящий через оператор TERMINATE, вычитает из счетчика завершений 1, т.к. параметр А этого блока равен 1. Таким образом, моделирование завершится, когда 100-ый по счету транзакт войдет в оператор TERMINATE. При этом точное значение таймера в момент завершения прогона непредсказуемо. Следовательно, в приведенном примере продолжительность прогона устанавливается по количеству транзактов, прошедших через модель.
Пример 3.3 Изменена цель предыдущей задачи: необходимо исследовать работу участка контроля за одну смену. т.е. задано время моделирования. Поскольку все временные интервалы должны быть представлены одинаковыми единицами измерения, время моделирования представим в минутах (длительность смены 8 часов): 60*8=480 минут. В этом случае программа примет следующий вид (рис.3.7):
 GENERATE 10,5 GENERATE 10,5
| ||
| QUEUEVHOD | ||
| ||
| DEPART VHOD | ||
| ADVANCE 8,7 | ||
| RELEASE KONTR | ||
| TERMINATE |
|








