 2015-08-21
2015-08-21 7456
7456На станках шлифовальной группы применяется абразивный режущий инструмент.
Абразивным инструментом называется тело определенной геометрической формы, состоящее (или содержащее рабочий слой) из абразивных зерен, скрепленных между собой связкой.
К абразивным инструментам относятся шлифовальные круги, шлифовальные головки, бруски, сегменты, абразивные ленты.
Достоинства абразивных инструментов по сравнению с лезвийными: высокая точность обработки, низкая шероховатость обработанной поверхности, возможность обработки твердых материалов и закаленных металлов.
Недостатки: снижение эксплуатационных свойств поверхностного слоя деталей вследствие больших растягивающих напряжений, прижогов и шаржирования обработанной поверхности абразивными отходами. Чтобы уменьшить отрицательное влияние указанных факторов, обработку ведут при малой глубине резания, с обильной подачей охлаждающей жидкости в зону резания.
| Рис. 41. Основные виды шлифования: а) – круглое шлифование с продольной подачей; б) – круглое шлифование с поперечной подачей; в) – плоское шлифование периферией круга; г) – плоское шлифование торцом круга |
| а). |
| б). |
| в). |
| г). |
Шлифовальные круги
Из всех видов абразивного инструмента шлифовальные круги наиболее распространены. Они представляют собой тела вращения различного профиля. Насчитывается 17 видов шлифовальных кругов. Они приведены на рис. 7.7.1.
В зависимости от формы и назначения круги бывают плоские прямого профиля (ПП, наиболее распространены), плоские с цилиндрическими и коническими выточками (ПВ, ПВД, ПВК, ПВКД), плоские с двух- и односторонним коническим профилем (2П, 3П, 4П), диски (Д), кольца (1К, 2К), чашки цилиндрические (ЧЦ) и конические (ЧК), тарелки с различным углом профиля (1Т, 2Т, 3Т) и круги специального назначения: (С, И, Кс, М).
Круги ПП и ПВ используются для круглого наружного, внутреннего, бесцентрового и плоского шлифования. Цилиндрические выточки с одной или с двух сторон (ПВ, ПВД) делают тогда, когда зажимные фланцы могут помешать подводить круг к зоне шлифования. Конические выточки у плоских кругов ПВК и ПВКД служат для уменьшения площади контакта боковой поверхности круга с заготовкой при шлифовании буртиков, что уменьшает тепловыделение и улучшает качество шлифуемой поверхности. Плоские круги с коническим профилем (2П, 3П, 4П) применяют при ограниченном пространстве в зоне шлифования для заточки многолезвийных инструментов.
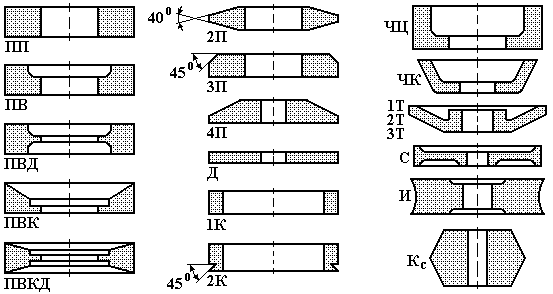
Рис. 7.7.1. Шлифовальные круги
Диски (Д) изготовляют тонкими 0,5–5 мм, диаметром 80–500 мм и используют для разрезания заготовок, прорезания канавок и шлифования глубоких пазов. Кольца (1К и 2К) применяют для плоского шлифования. К планшайбе шлифовального станка их крепят цементирующим веществом. Форма 2К обеспечивает более надежное крепление. Круги ЧЦ и ЧК используются для заточки инструментов и для плоского шлифования. Тарелки 1Т, 2Т, 3Т применяют для заточки режущих инструментов, когда свободное пространство в зоне шлифования резко ограничено: 1Т – для заточки передней поверхности зубьев фрез, 2Т – для заточки червячных фрез, более узкие 3Т – для шлифования долбяков и цилиндрических зубчатых колес.
Специальные круги имеют наименование в соответствии с родом работы: С – для шлифования калибровых скоб, И – для заточки иголок, Кс – для заточки ножей косилок, М – для разрезания минералов.
Шлифовальные головки
Шлифовальными головками называют шлифовальные круги малых размеров. Существует семь разновидностей шлифовальных головок, основные из которых приведены на рис. 7.7.2.
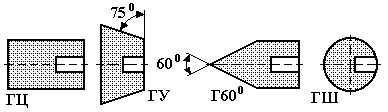

Рис. 7.7.2. Шлифовальные головки Рис. 7.7.3. Шлифовальные сегменты
Их применяют для внутреннего шлифования, а также для обработки фасонных поверхностей и снятия заусенцев. На шпинделе станка головку закрепляют при помощи резьбовой шпильки. На другом конце шпилька имеет насечку, которая входит в глухое отверстие головки и фиксируется клеящим веществом.
Шлифовальные сегменты
Шлифовальные круги больших размеров делают сборной конструкции, состоящими из нескольких сегментов. Сегменты зажимают в гнездах патрона, который крепится на шпинделе станка. После закрепления сегменты образуют прерывистую плоскую кольцевую поверхность. Изготовляют сегменты различной формы: плоские, выпукло-вогнутые и т. д. На рис. 7.7.3 показаны основные разновидности шлифовальных сегментов.
Различная форма и размеры сегментов обусловлены существующими конструкциями корпусов для их крепления. Сегментные круги применяют для плоского торцового шлифования деталей больших размеров.
Абразивные бруски, ленты и шкурки. Алмазные круги
Брусками называют абразивный инструмент, имеющий по длине одинаковый профиль. Бруски изготовляют квадратными, плоскими, трехгранными, круглыми, полукруглыми диаметром 2–90 мм и длиной до 200 мм. Их применяют для слесарных работ, для хонинговальных и суперфинишных головок.
Ленты и шкурки – абразивный инструмент, представляющий собой тонкую гибкую основу с закрепленным на ней слоем абразивного зерна. Основа – металлическая лента, тканевое или бумажное полотно. Закрепление абразивных зерен производится мездровым клеем, техническим казеином, лаком ЯН-153 или синтетическим лаком ПФШ-4. Шлифование лентами выполняется на специальных станках, шкурками – на станках и вручную.
Алмазные круги выпускают 16 типов. Их формы и обозначения те же, что и абразивных кругов, только впереди ставятся буквы А для природных алмазов и АС – для синтетических алмазов, например, АПП, АЧК, АСПП, АСЧК и т. д. Толщина алмазоносного слоя на круге 1–5 мм.
Маркировка шлифовальных кругов
Маркировка включает в себя основные характеристики круга. Например, маркировка
ПП–500´50´305–14А–25–С2–7–К5–35 м/с расшифровывается следующим образом:
ПП – форма круга (плоский прямой профиль, см. рис. 7.7.1).
500´50´305 – габаритные размеры круга (наружный диаметр 500 мм, внутренний посадочный диаметр 305 мм, ширина круга 50 мм).
14А – вид абразивного материала (электрокорунд нормальный марки 14А). В качестве абразивного материала может использоваться электрокорунд нормальный (марок 12А... 16А), электрокорунд белый (марок 22А... 25А), легированный электрокорунд (марок 32А... 34А, 37А, 38А), монокорунд (марок 43А... 45А), карбид кремния черный (марок 52С... 55С), карбид кремния зеленый (марок 62С... 64С), природные и синтетические алмазы (марок АСО, АСР, АСВ, АСК, АСС, АСМ, АСН), эльбор и другие материалы.
25 – зернистость шлифовального круга (номер 25, шлифзерна, размер зерен основной фракции 250 мкм). Зернистость характеризует крупность зерен. Существует 26 номеров зернистости для всех абразивных материалов, кроме алмазов. Размер абразивных зерен и их обозначение приведены в табл. 7.7.1. Для алмазных зерен принято другое обозначение зернистости в виде дроби, в которой числитель соответствует наибольшему, а знаменатель – наименьшему размеру основной фракции зерен в мкм. Размер алмазных зерен и их обозначение приведены в табл. 7.7.2.
Таблица 7.7.1. Размер абразивных зерен и их обозначение
| Интервал номеров | 200...16 | 12...3 | М40...М5 |
| Размер зерен основной фракции | 2000...160 мкм | 125...28 мкм | 40...3 мкм |
| Название зерен | Шлифзерна | Шлифпорошки | Микропорошки |
Таблица 7.7.2. Размер алмазных зерен и их обозначение
| Интервал размеров зерен | от 630/500 до 50/40 мкм | от 60/40 до 1/0 мкм |
| Название зерен | Шлифпорошки | Микропорошки |
С2 – степень твердости круга (средний класс твердости). Под твердостью абразивного инструмента понимают сопротивление связки вырыванию абразивных зерен внешней силой. Установлено 7 классов твердости, которые приведены в табл. 7.7.3.
Таблица 7.7.3. Твердость абразивного инструмента
| Класс твердости | Обозначения |
| Мягкий | М1, М2, М3 |
| Среднемягкий | СМ1, СМ2 |
| Средний | С1, С2 |
| Среднетвердый | СТ1, СТ2, СТ3 |
| Твердый | Т1, Т2 |
| Весьма твердый | ВТ1, ВТ2 |
| Чрезвычайно твердый | ЧТ1, ЧТ2 |
7 – номер структуры (объемное содержание зерна в круге 48 %). Структурой абразивного инструмента называют соотношение в процентах объемов, занятых в нем абразивными зернами, связкой и порами. Различают 12 основных номеров структур. Большей пористости круга отвечает больший номер. Объем связки при увеличении номера также возрастает. Основой системы обозначения структур является объемное содержание зерна в инструменте, которое приведено в табл. 7.7.4.
Таблица 7.7.4. Структуры абразивного инструмента
| Номер Структуры | ||||||||||||
| Объемное содержание зерна, % |
Структуры № 1...4 называют закрытыми или плотными, № 5...8 – средними, № 9...12 – открытыми. При шлифовании на обычных скоростях (до 35 м/с) чаще используют круги с закрытыми структурами, на повышенных скоростях (35...50 м/с) круги со средними структурами, при больших скоростях – с открытыми структурами.
К5 – вид материала связки круга (керамическая связка марки К5).
Связка может быть неорганической, органической и металлической.
Из неорганических связок наиболее широко используются керамическая (К) и силикатная (С) связки.
Из органических связок наиболее распространены бакелитовая (Б) и вулканитовая (В) связки. Бакелит – синтетическая смола. Вулканит – синтетический каучук, подвергнутый вулканизации. Также применяется глифталевая связка (ГФ), которая представляет собой синтетическую смолу, состоящую из глицерина и фталевого ангидрида.
Металлические связки (М) состоят из металлической основы (порошки олова, алюминия, меди) и наполнителя. Они обычно применяются в алмазных кругах, так как прочнее удерживают зерна и позволяют полнее использовать режущие свойства алмазов;
35 м/с – допустимая окружная скорость резания при шлифовании. Предельная скорость вращения круга зависит от вида абразивного материала и вида связки, обрабатываемого материала и характера обработки (вид шлифования, глубина резания, подача и т. д.). Она ограничивается в первую очередь прочностью круга на разрыв. На кругах диаметром более 150 мм обязательно должна быть указана предельная окружная скорость. Если на круге нет указания скорости, то для кругов на керамической и бакелитовой связках она не должна превышать 35 м/с, на вулканитовой связке – 40 м/с. Любой круг перед использованием должен быть испытан при скорости вращения в 1,5 раза выше предельной.

