 2015-08-21
2015-08-21 268
268по курсу "Технология инструментального производства"
Студент: Климов А.И. РКТ3-101
Преподаватель: Васильев С.Г.
Москва 2012
Исходные данные
ГОСТ 16087-70 тип 2363-1797
тип 1 с прямыми канавками
D=7,0 мм
L=120 мм
l=18 мм
ϕ=150
l1=2 мм
z=4 зуба
r=0,8 мм
Обрабатываемый материал: Жаропрочные сплавы
γ=00
α=60
Поскольку материал развёрток - твёрдый сплав - выбираем абразивный материал-алмаз.
Станок - Anka RX7.
Абразивный инструмент выбран по каталогу CNC Grinding wheels catalog
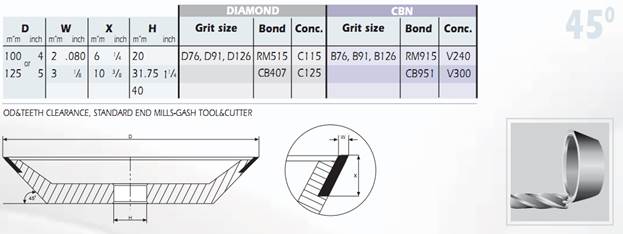
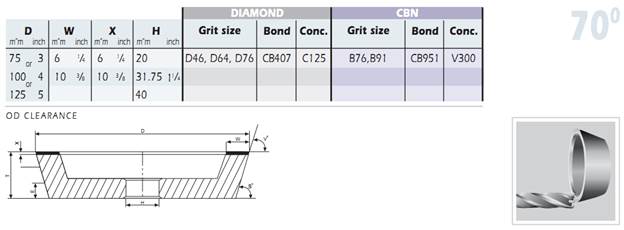
Тарельчатый круг:
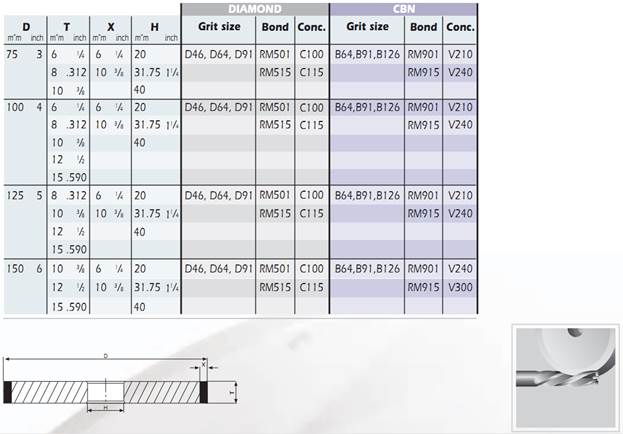
Чашечный круг:
Плоский шлифовальный круг:
Сечение развёртки перпендикулярное главной режущей кромки:
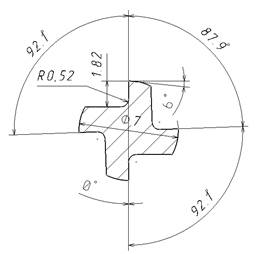
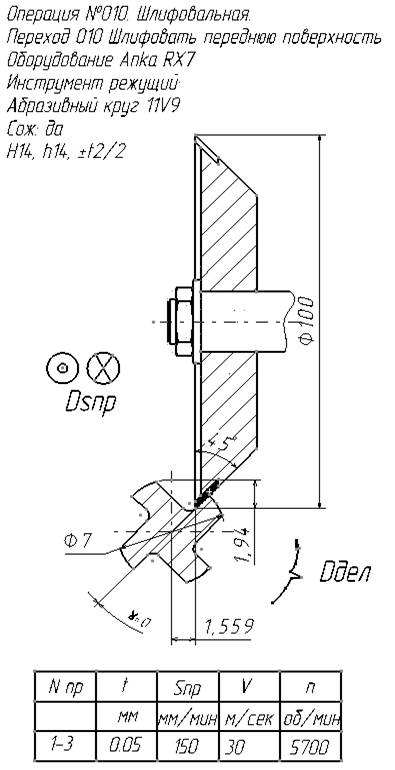
Схема и настроечные параметры шлифования конической поверхностью тарельчатого шлифовального круга. Поскольку масштабы заготовки (развёртки) (D=7 мм и шлифовального круга D=100) несопоставимы, показана только непосредственно абразивная часть.
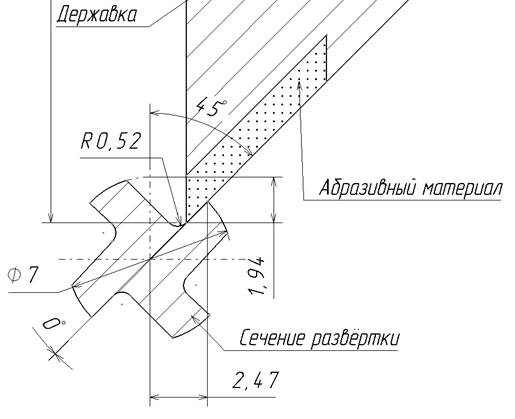


Горизонтальное смещение  мм; Вертикальное 1,94 мм; Угловое 450
мм; Вертикальное 1,94 мм; Угловое 450
Схема и настроечные параметры шлифования торцовой поверхностью тарельчатого шлифовального круга.
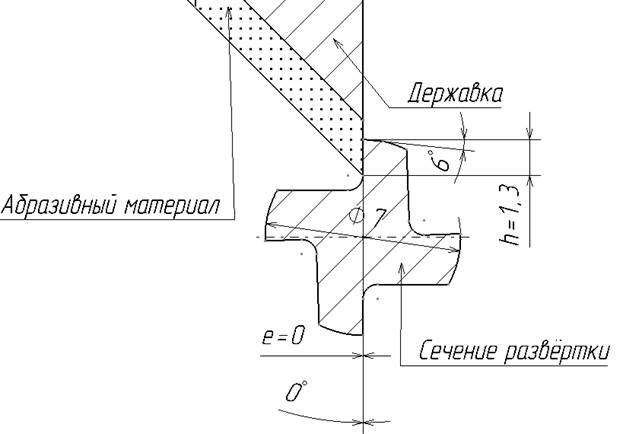


Горизонтальное смещение 0 мм; Вертикальное 1,294 мм; Угловое 00
Схема и настроечные параметры шлифования Торцовой поверхностью чашечного шлифовального круга.
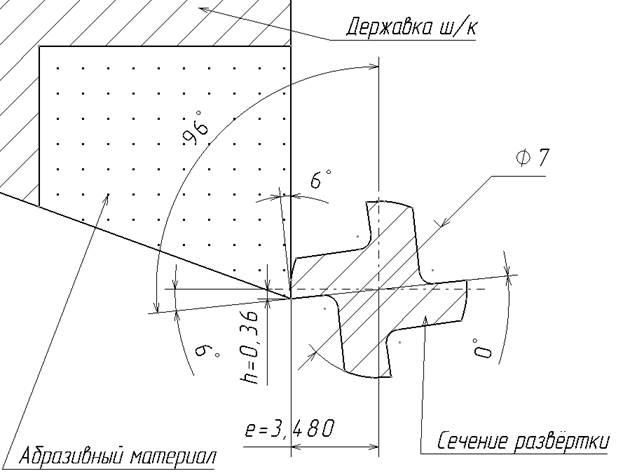


Горизонтальное смещение: 3,48 мм; Вертикальное 0,366 мм;
Угловое: Первый зуб 960, второй 87055', третий 92005', четвёртый 87055'
Схема и настроечные параметры шлифования периферией плоского шлифовального круга.
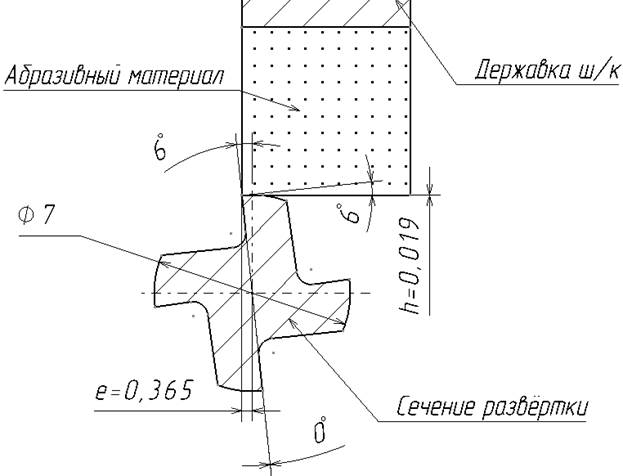


Горизонтальное смещение: 0,366 мм; Вертикальное 0,019 мм;
Угловое: Первый зуб 60, второй 87055', третий 92005', четвёртый 87055'
Поскольку размер шлифовального круга слишком большой, операционный эскиз для улучшения восприятия будет выполнен не в масштабе.
Обоснование режимов:
Поскольку скорость резания при шлифовании лежит в пределах 25..35 м/с
возьмём скорость 30 м/с. Продольную подачу примем равной 140 м/мин (по рекомендациям производителя шлифовальных кругов)








