 2015-08-21
2015-08-21 2278
2278Технические характеристики УЧПУ NС- 201 (ТУ4061-005-47985865-2004).
1. Число управляемых координат - 4.
2. Число каналов фотоэлектрического датчика перемещений - 3.
3. Число каналов ЦАП (14 разрядов) - 4.
4. Число каналов электронного штурвала - 1.
5. Число дискретных каналов вх./вых. - 40/20.
6. Емкость памяти:
- ОЗУ - DRАМ:16МБ;
- ПЗУ - Flash Disk: DОМ: 16/32/24МБ.
7. Дисплей:
- цветной плоский жидкокристаллический - ТFТ 10,4;
- разрешающая способность — 640x480;
- видеопамять - DRАМ 0,5 МБ.
8. Клавиатура алфавитно-цифровая.
9. Интерфейсы внешних устройств ввода/вывода:
- интерфейс FDD - 1 канал на 2FDD: (3,5);
- последовательный интерфейс - СОМ 2: RS 232/RS485;
- интерфейс LAN - Ethernet: 10/100 Мбит/с.
10. Номинальное напряжение питания - ~ 220В, 50Гц.
11. Потребляемая мощность - 60 W.
12. Потребляемый ток - 250 мА.
13. Степень защиты:
- - лицевая панель - IР 54;
- - корпус - IР 20.
14. Габаритные размеры - 432x322x107.
15. Масса - 9,5 кг.
УЧПУ должно эксплуатироваться в закрытых помещениях с соблюдением следующих требований:
- температура воздуха от 5° до 45° С;
- относительная влажность от 40 до 95% при 25°С;
- температура внутри УЧПУ не должна превышать 60°С.
УЧПУ типа NC - 201 используется как комплектующее изделие при создании комплексов «устройство-объект управления», к числу которых относятся станки типов: обрабатывающие центры, фрезерно-сверлильно- расточные, токарно-карусельно-револьверные, лазерные, агрегатные и т.д.
В состав УЧПУ входят аппаратная и программная части обеспечивающие его функционирование.
Конструктивно УЧПУ представляет собой моноблок встраиваемого исполнения, лицевая часть которого (ПО) имеет дисплей, индикаторы, клавиатуру, сетевой выключатель, секцию станочной панели с элементами управления оборудованием. Блок питания УЧПУ, состоит из источника питания, входной платы, фильтра, платы контроля питания. Блок управления включает в себя модули СРU и СDA I/О. Взаимодействие модулей осуществляется через шину ISA BUS.
Настройка УЧПУ на конкретное оборудование системы происходит в результате характеризации системы, которая заключается в создании и записи файлов, содержащих параметры и характеристики аппаратных и программных модулей, определяющих конфигурацию УЧПУ конкретного пользователя. Эти файлы содержат информацию, необходимую для функционирования ПрО, управляющего работой оборудования. Завершающим этапом подготовки УЧПУ к работе является создание программы управления механизмами оборудования, которая называется ПЛ станка и разрабатывается с помощью языка РLС. Данная программа может быть разработана непосредственно пользователем УЧПУ и введена с клавиатуры, FD, другого периферийного устройства (запись осуществляется во «FLASH»). Язык РLС реализован в программе CNC.ЕХЕ, является частью базового программного обеспечения УЧПУ и предназначен для выполнения следующих задач:
- инициализация сигналов для включения управляемого оборудования;
- обработка сигналов протокола, который определяет выполнение различных режимов работы УЧПУ;
- обеспечение работы устройств безопасности станка;
- выполнение вспомогательных функций S, Т, М, индексной оси, оси от точки к точке;
- выполнение протоколов:
базовое ПрО ↔ ПЛ ↔ управляемое оборудование.
ПЛ осуществляет управление механизмами при помощи сигналов вход / выход, констант, рабочей памяти ПЛ в режиме диалога с ПрО и может пониматься, как описание аппаратной схемы станка, отдельные ветви которой активны в интервалах времени, зависящих от длительности различных циклов электроавтоматики станка. Обработка команд ПЛ выполняется центральным процессором УЧПУ в режиме разделения времени с другими функциями (управление осями, анализ управляющей программы, управление заданиями и т.д.).
Архитектура ПрО управления процессом представлена на рисунке 4. Важной частью ПрО является базовая система ввода-вывода ВIOS. При включении УЧПУ запускается находящаяся в ВIOS программа, которая осуществляет тестирование УЧПУ (проверку памяти, вычисление контрольных сумм), программирование чипов. После этого даётся команда на запуск DOS. Конфигурация BIOS может изменяться в соответствии с изменениями устройства станка и периферийных модулей УЧПУ при помощи специальных утилит.
Для обнаружения причин нарушения работы УЧПУ и информирования оператора используется программа DEBUG.ЕХЕ. Информация об ошибках выводится на экран дисплея ПО в виде кодов, сведения о которых имеются в специальных таблицах. В процессе работы УЧПУ возможно осуществление
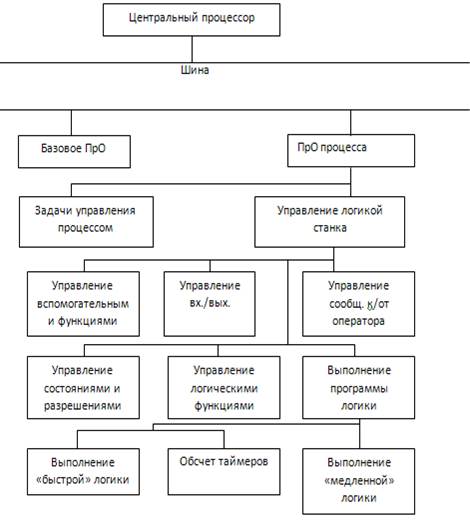
Рисунок 4 - Архитектура ПрО управления процессом
связи с FDD, внешним компьютером. С FDD возможно копирование файлов в режимах DOS и УЧПУ. С внешним компьютером (при копировании файлов) связь осуществляется по последовательному или параллельному каналу с использованием оболочки Norton commander и программы COMNCRUS. ЕХЕ, имеющейся в программном обеспечении, а также утилит intersvr.ехе и interlnk.ехе в режиме сервера – станции.

