 2015-09-06
2015-09-06 343
343Фрезерный инструмент имеет многочисленные конструктивные формы. Это объясняется многообразием видов работ, выполняемых фрезами (формирование плоских и профильных наружных поверхностей деталей, обработка шипов. Пазов и гнезд, копирование, измельчение на щепу и т. д.).
Фрезы - основной режущий инструмент продольно-фрезерных, собственно фрезерных, шипорезных, сверлильно-фрезерных, фрезерно-копировальных, фрезерно-брусующих станков. Они различаются по форме, размерам и назначению и делятся на две основные группы: 1) насадные и 2) концевые. Насадные фрезы имеют центральное отверстие, которым они насаживаются на рабочий шпиндель и закрепляются. Концевые фрезы имеют хвостовик, который
крепится в соответствующем отверстии шпинделя. Насадные фрезы бывают цельные, составные и сборные. Составные фрезы составляют из цельных фрез, сборные имеют корпус с укрепленными на нем ножами и другими режущими элементами. Насадные и концевые фрезы бывают затылованные и незатылованные. В затылованых фрезах заточка производится по передней грани для сохранения заданных угловых параметров фрезы.
 По технологическим признакам фрезы могут быть разделены на следующие группы: цилиндрические фрезы для обработки плоскостей; пазовые фрезы для обработки пазов; фасонные фрезы для получения профиля деталей; шипорезные - для обработки шипов; копировальные для копировальных работ.
По технологическим признакам фрезы могут быть разделены на следующие группы: цилиндрические фрезы для обработки плоскостей; пазовые фрезы для обработки пазов; фасонные фрезы для получения профиля деталей; шипорезные - для обработки шипов; копировальные для копировальных работ.
Для получения заданного профиля наиболее подходящим инструментом является фреза цельная пазовая с прямым затылком зубьев.
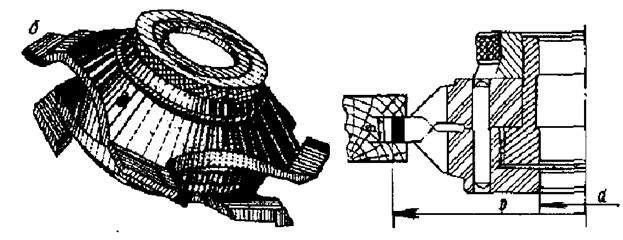
Рис 3. Технологическая схема фрезерования
Пазовую фрезу выбираем в зависимости от требуемого профиля и посадочного диаметра.
Выбираем фрезу фирмы Leitz с номенклатурным номером SF501-1-01. Основные параметры фрезы приведены в таблице 1.2.
Таблица 1.2
| Обозначение | D,мм | d,мм | В,мм | n,об/мин | Z |
| SF501-1-01 | 4.5-14.5 | 5500-9000 | 4/4 |
Для уменьшения типоразмеров фрез, находящихся в обращении на производстве, целесообразно применять фрезы с регулируемыми размерами режущей части. Эти фрезы имеют преимущество и в отношении настройки их на точный размер операции (с учетом погрешностей станка и инструмента).
Цельные пазовые фрезы с прямым затылком зубьев. Для выборки пазов и проушек применяют фрезы с пластинками из твердых сплавов, имеющими косую боковую обточку (задние углы боковых поверхностей пластинки al = 15°). Зубья затачивают с задней грани.
Диаметр фрезы D=150 мм ширина режущей кромки В от 4.5 до 14.5 ммс градацией через 0.5 мм.
Сдвигая и раздвигая две фрезы по отношению друг к другу до определенного предела на специальной установочной головке за счет перекрытия режущих кромок, можно одной фрезой выбирать различные пазы: В = 4.5-14.5 ммв зависимости от ширины режущих частей зубьев.
 Для предотвращения излома зубьев, переточенных до минимального значения, в конструкциях фрез, особенно для обработки глубоких профилей,
Для предотвращения излома зубьев, переточенных до минимального значения, в конструкциях фрез, особенно для обработки глубоких профилей,
Предусматриваются предохранительные (ограничительные) фаски, исключающие дальнейшее использование фрезы.
Оставшаяся часть тела зуба обладает достаточной прочностью, поэтому излом такох зубьев в работе исключается.
Шаг зубьев фрезы
t=p*D/Z=3.14*150/4=117.75 мм.








