2015-09-06
2015-09-06 1409
1409157. По скорости развития дефекта отказы подразделяются на:
1) явные и скрытые;
2) полные и частичные;
3) конструктивные и эксплуатационные;
4) постепенные и внезапные.
158. По способу обнаружения отказы подразделяются на:
1) явные и скрытые;
2) постепенные и внезапные;
3) полные и частичные;
4) конструктивные и эксплуатационные.
159. По стадиям жизненного цикла объекта отказы подразделяются
на:
1) конструктивные, производственные, эксплуатационные и параметрические;
2) конструктивные, производственные, эксплуатационные и де-градационные;
3) конструктивные, технологические, производственные и эксплуатационные;
4) полные, частичные, конструктивные и эксплуатационные.
160. Основные причины возникновения отказов:
1) механическое, молекулярно-механическое и коррозионно-
механическое изнашивание;
2) динамические, усталостные и предельные изломы;
3) химическая, электрохимическая и фреттинг-коррозия;
изнашивание, потеря прочности и коррозионное разрушение.
161. Отказ, возникающий в результате постепенного изменения значе
ний одного или нескольких параметров объекта, называется:
1) частичный;
2) параметрический;
3) постепенный;
4) собственный.
162. Отказ, характеризующийся скачкообразным изменением одного
или нескольких параметров объекта, называется:
1) внезапный;
2) полный;
3) собственный;
4) параметрический.
163. Отказ, обнаруживаемый визуально или штатными методами и
средствами контроля и диагностирования, называется:
1) параметрический;
2) собственный;
3) явный;
4) штатный.
164. Отказ, не обнаруживаемый визуально или штатными методами и
средствами контроля и диагностирования, но выявляемый при
проведении технического обслуживания или специальными мето
дами диагностики, называется:
1) параметрический;
2) вынужденный;
3) скрытый;
4) технический.
165. Отказ, возникающий по причине несовершенства или нарушения
установленных правил и норм проектирования н конструирова
ния, называется:
1) параметрический;
2) собственный;
3) вынужденный;
4) конструктивный.
166. Отказ, возникающий по причине несовершенства или нарушения
установленного процесса изготовления или ремонта, выполняе
мого на ремонтном предприятии, называется:
I) производственный;
2) вынужденный;
3) ремонтный;
4) конструктивный.
■
167. Отказ, возникший по причине нарушения установленных правил
и условий эксплуатации, называется:
1) производственный;
2) вынужденный;
3) эксплуатационный;
4) постепенный.
168. Отказ, обусловленный естественными процессами старения, из
нашивания, коррозии и усталости при соблюдении всех установ
ленных правил и норм проектирования, изготовления и эксплуа
тации, называется:
1) постепенный;
2) вынужденный;
3) предельный;
4) деградационный.
5.2. Характеристика процесса изнашивания
Изнашиванием называется процесс разрушения и отделения материала с поверхности твердого тела и (или) накопления его остаточной деформации при трении, проявляющийся в постепенном изменении размеров и (или) формы тела.
Количественно процесс изнашивания характеризуется тремя параметрами:
1) износом;
2) скоростью;
3) интенсивностью изнашивания.
Износ U - результат изнашивания, определяемый в установленных единицах: изменение геометрических размеров (линейный износ), массы или объема (соответственно весовой или объемный износ).
В соответствии с состоянием машины различают понятия предельного и допустимого износов. При допустимых значениях износа машину (агрегат) считают работоспособной.

Интенсивность изнашивания J = Aj<? - отношение износа к определенному пути, на котором проходило изнашивание. Иногда интенсивность изнашивания оценивается относительно объема выполненной работы.
Изнашивание является сложным физико-механическим процессом, зависящим от множества внешних (нагрузки, скорости относительных перемещений и т.п.) и внутренних (состояние поверхности, ее химический состав и т.д.) факторов.
Графически процесс изнашивания можно представить в виде кривой (кривая Лоренца), имеющей три характерных участка: I - приработка; II - нормальный износ; III - катастрофический износ (рис. 5.2).
На участке приработки происходит процесс изменения геометрии и физико-механических свойств поверхностей трущихся деталей, сопровождающийся уменьшением силы трения, температуры, скорости и интенсивности изнашивания.
Начальные моменты приработки характеризуются повышенными температурами и тепловыделением, вызывающим изменение физико-механических свойств и микрогеометрии поверхности. Эти изменения приводят к образованию одинаковой (равновесной) шероховатости, обеспечивающей в дальнейшем наилучшие условия работы сопряжения. Действительно, после участка приработки скорость (интенсивность) изнашивания резко падает, и наступает длительный участок нормального или установившегося изнашивания.
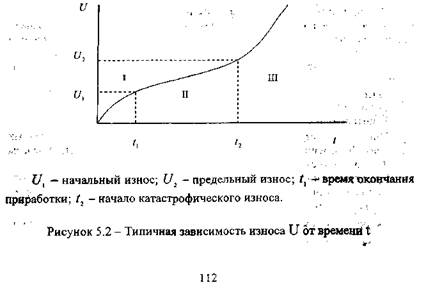
Участок II характеризуется сравнительно небольшой и постоянной скоростью (интенсивностью) изнашивания и соответственно малыми изменениями геометрических размеров.
Постепенное изменение зазора в сопряжении из-за износов элементов трущейся пары приводит к ухудшению условий работы машины или агрегата: большим динамическим нагрузкам, ударам, неточностям в требуемых положениях и т.д. При этом резко ухудшаются условия работы самого сопряжения, и наступает период быстрого (катастрофического) изнашивания. На участке III эксплуатация машин в этом случае должна быть прекращена.
Закономерность изнашивания и соответственно мероприятия по увеличению надежности определенного соединения машины зависят от вида изнашивания и конструкции элемента машины.
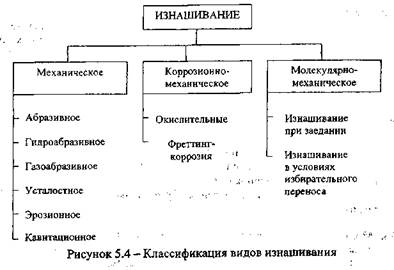
Различают три основные группы изнашивания:
1) механическое;
Каждая из этих групп подразделяется на отдельные виды.
Механическое изнашивание происходит в результате механических воздействий на поверхность трения. Оно включает в себя: абразивное, гид-ро-и газоабразивное, эрозионное, усталостное, кавитационное изнашивание.
Абразивное изнашивание происходит в результате механического воздействия на поверхность металла твердых абразивных частиц (S,02- двуокись кремния, Fe203- окись железа, окислы Al,Ca,Mg,Na и др., содержащиеся в почве и пыли). Размеры таких частиц могут быть 5-120 мкм, что позволяет им свободно проникать в незащищенные зазоры сопряжений, а твердость - от П-Ю'МПа (Sf02) до 25-10*МПа (А12Оъ\ что намного превышает твердость рабочих поверхностей машин.
Интенсивность абразивного износа значительно зависит от степени превышения микротвердости абразивной частицы по отношению к твердости металла рабочего органа машины. Так, если твердость частицы Но соизмерима с твердостью металла Нм(НаъНм), то абразивные частицы лишь разрушают окисную пленку на поверхности металла (рисунок 5.3 а), что активизирует процесс изнашивания другого вида - коррозионно-механического. Если Но >- #„(#я = 1,7 Н ■ м), то абразивная частица пластически деформирует (оттесняет) поверхностный слой металла (рисунок 5.3 б). Если Н\ >- 1,7 Н-м\ то абразивная частица внедряется острой
гранью в поверхность, производя микрорезание (рисунок 5.3 в).
Считается, что экономически целесообразно повышать твердость материала по сравнению с твердостью абразива не более чем в 1,3 раза (Нм - 1»3#в). При дальнейшем повышении твердости эффект резко снижается и, кроме того, поверхность становится хрупкой и разрушается при действии динамических нагрузок.
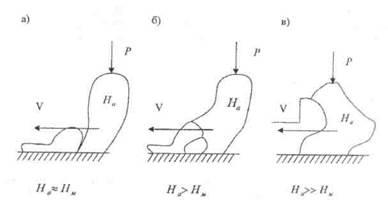
Рисунок 5.3 - Виды абразивного изнашивания
Гидро- и газоабразивное изнашивание происходит в результате воздействия на поверхность твердых частиц, содержащихся в жидкости или газе.
Гидроабразивное изнашивание характерно для элементов топливных и гидравлических систем, двигателей внутреннего сгорания.
Газоабразивное изнашивание присуще элементам компрессоров и пневматического инструмента, где носителем взвешенных твердых частиц является сжатый воздух.
Эрозионное изнашивание происходит при воздействии на поверхность потоков жидкости или газов, движущихся, как правило, с большими скоростями. К эрозионному изнашиванию относится гидроэрозионное и кави-тационное изнашивание. Эти виды изнашивания сравнительно редко наблюдаются в конструкциях машин.
Усталостное изнашивание (питтинг) происходит при неоднократных, циклических деформациях микрообъемов поверхности. При этом на поверхности или на некоторой сравнительно небольшой глубине сначала образуются микротрещины, дальнейшее развитие которых приводит к выкрашиванию материала.
Интенсивность усталостного изнашивания зависит от многих факторов: величины остаточных напряжений в поверхностном слое металла; наличия концентраторов напряжения в виде различного рода включений, дислокаций и других структурных нарушений; качества поверхности, характеристик шероховатости, царапин, задиров т.д.; распределения нагрузок в сопряжении, определяемого зазором, перекосом, упругими деформациями и т.д.; наличия и типа смазки. В большей степени на усталостное изнашивание влияют условия трения (качения, скольжения или их комбинации), нагрузка и температура, твердость и шероховатость поверхности и свойства применяемых смазочных материалов.
Усталостное изнашивание наиболее часто происходит у деталей, работающих при больших знакопеременных контактных нагрузках (зубчатые колеса, подшипники качения, передаточные механизмы манипуляторов). Оно сопровождается повышением шума и вибраций. При разборке сопряжения усталостное изнашивание может определяться визуально по наличию двух характерных областей: относительно гладкой поверхности по краям микротрещин и шероховатой поверхности дна раковины.
Умеренное усталостное изнашивание не является опасным в неответственных сопряжениях, и детали, имеющие незначительные повреждения, могут эксплуатироваться. Однако, если усталостное разрушение прогрессирует, эксплуатация сопряжения должна быть прекращена до исключения причин.
Коррозионно-механическое изнашивание возникает при механическом воздействии, сопровождаемом химическим и электрохимическим взаимодействием материала с окружающей средой.
В этом процессе на поверхностях сопряжения происходит окисление. В результате трения менее прочные, чем исходный металл, пленки окислов удаляются вместе с другими частицами. Различают два вида коррозионно-механического изнашивания: окислительное и фреттинг-коррозию.
Окислительным называется изнашивание, при котором главное влияние на интенсивность процесса оказывает образование окислов. Скорость изнашивания при этом невелика (0,05-0,10 мкм/ч). Процесс становится более интенсивным с повышением температуры и влажности.
Изнашиванием при фреттинг-коррозии называется процесс изменения сопряженных поверхностей деталей при малых колебательных перемещениях.
Как показывает название, процесс фреттинг-коррозии сопровождается образованием на трущихся поверхностях окислов. Так же, как и процесс фреггинга, необходимым условием его протекания являются малые относительные перемещения сопряженных деталей из-за вибраций, периодического изгиба или кручения. Этот процесс происходит обычно на поверхностях валов с напрессованными на них муфтами, дисками или обоймами подшипников скольжения, на осях и ступицах колес, опорных кольцах
пружин, шпоночных и шлицевых соединений, опорных поверхностях корпусов двигателей и редукторов.
При фреттинг-коррозии усталостная прочность поверхности снижается в 3-6 раз, что приводит к натирам, налипаниям, вырывам, раковинам и поверхностным микротрещинам. Характерным признаком фреттинг-коррозии является наличие на трущихся поверхностях раковин, в которые вдавлены окислы, отличающиеся по цвету от основного металла.
Этот вид изнашивания приводит к нарушению вида посадки сопряжения при выносе окислов за его пределы, либо заеданию и заклиниванию, если окислы остаются на месте.
Молекулярно-механическое изнашивание имеет место при одновременном механическом воздействии и воздействии молекулярных сил. К этой группе видов изнашивания относятся изнашивание при заедании и изнашивание в условиях избирательного переноса.
При заедании происходит схватывание и глубинное вырывание материала, перенос его на сопряженную поверхность и воздействие образовавшихся неровностей на обе трущиеся поверхности.
Сущность процесса заключается в местном соединении поверхностей двух твердых тел под действием молекулярных сил, при этом образуются прочные металлические связи.
Чаще всего явление заедания происходит при неправильном подборе материала трущихся пар, в условиях трения без достаточного слоя смазки или общей перегрузки сопряжения по нагрузочным и температурным условиям. Интенсивность процесса при этом зависит от режимов работы сопряжения, скоростей относительного перемещения, нагрузки и температуры.
Изнашивание при заедании наблюдается в тяжело нагруженных подшипниках скольжения, зубчатых зацеплениях, передающих значительные крутящие моменты.
Заедание поверхностей, по существу, является аварийным состоянием трущейся пары и должно быть исключено правильным проектированием, качественным изготовлением и грамотной эксплуатацией машины.
Избирательный перенос - это вид фрикционного взаимодействия, возникающий в результате протекания на поверхностях трения химических и физико-химических процессов, приводящих к образованию систем автокомпенсации износа и снижения трения.
Работа узла трения в условиях избирательного переноса требует введение в смазку специальных присадок, содержащих бронзу, медь и другие мягкие металлы.
На начальном этапе функционирования узла трения происходит окис-ление смазочного материала. Образовавшиеся кислоты растворяют частицы меди и доставляют в смазку ионы меди. Ионы меди осаждаются на по-
верхностях трущихся деталей только в зоне трения. В результате образуется тонкая пленка меди, покрывающая поверхности трения, и пара трения «сталь-сталь» заменяется парой «медь-медь».
В установившемся режиме трения медная пленка не разрушается. Она может переходить с одной поверхности трения на другую. Продукты износа удерживаются в зазоре электрическими силами.
Классификация основных видов изнашивания приведена на рисунке 5.4.