 2015-10-16
2015-10-16 367
3671. Включить ПЭВМ, загрузить программное обеспечение.
2. Ввести исходные данные:
· катающий диаметр валков (мм);
· параметр формы очага деформации ld/hcp (0,1…0,9);
· угол захвата a (град);
· угол между соседними характеристиками (град).
3. Распечатать результаты расчета на печатающем устройстве.
4. Построить эпюры горизонтальных и вертикальных напряжений по высоте очага деформации.
5. Проанализировать полученные результаты. Сделать вывод.
Характер напряженно-деформированного состояния (НДС) металла при прокатке в значительной степени определяет качество готовой продукции.
Прокатка слябов из слитков на обжимных станах относится к прокатке высоких тел (параметр формы продольного сечения Lд/Hср < 1) и происходит в условиях резко выраженной неравномерности деформации. В этом случае пластическая деформация сжатия не проникает через все поперечное сечение металла, а локализуется в зонах, прилегающих к контактным поверхностям, и в расположенных рядом неконтактных зонах. Таким образом, имеет место неравномерность деформации по высоте полосы. Ввиду того, что конечная вытяжка прокатываемого металла, т.е. общее удлинение при выходе из валков, почти одинаково в верхних и нижних частях, в в центральных слоях металла возникают значительные продольные растягивающие (+) напряжения внутренних частей металла, прилегающих к валкам, а в верхних и нижних (приконтактных) слоях металла – напряжения сжатия (-). Напряжения растяжения могут превысить временное сопротивление разрыву и послужить причиной нарушения сплошности раската в его центральной части или на боковых гранях, что практически приводит к браку. Вследствие действия растягивающих напряжений иногда наблюдается также уменьшение ширины полосы в средней части, т. е. происходит поперечная утяжка.
Наиболее неблагоприятная структура формируется в центральной части заготовок, подвергаемых пластической деформации – слитков, блюмов и слябов (особенно непрерывнолитых). Вследствие усадочных процессов после разливки стали здесь возможны пористость, скопление неметаллических включений, газовых пузырей, нарушение сплошности, что в сумме с действующими растягивающими напряжениями в центральных слоях могут способствовать развитию указанных дефектов.
Для определения напряжений в большом количестве точек очага деформации при решении плоских задач широкое распространение получил метод решения преобразованных уравнений равновесия, иначе метод линий скольжения или характеристик.
Благодаря работам многих авторов метод нашел широкое применение в прокатке, особенно при производстве слябов и листов, т. к. большие отношения ширины очага деформации к его длине (bср/ld > 5) при прокатке наиболее полно удовлетворяют условиям плоской задачи.
Линии скольжения касаются всеми своими точками площадок τmax. Имеется два взаимно ортогональных семейства ЛС (1 семейство – α, 2 семейство – β), которые в плоскости ХОУ образуют сетку. Точки пересечения линий скольжения называют узлами сетки (рис.1).
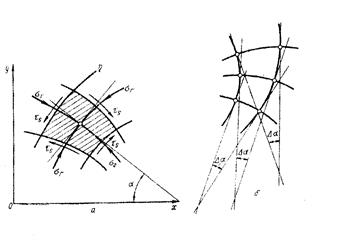
Рисунок 7.1 – Схема линий скольжения
Для определения распределения напряжений по сечению очага деформации при прокатке высоких тел применяем метод ЛС, который основан на плоском деформированном состоянии материала. Принято считать, что деформация материала осуществляется по жестко-пластической схеме нагружения, несмотря на вносимую долю погрешности, т. к. сколько-нибудь последовательный анализ плоской задачи затруднителен, если отказаться от схемы жестко-пластического тела. Свойства материала не зависят от величины и скорости деформации:
 (7.1)
(7.1)
Задача "прокатка высокой полосы" является статически неопределимой, поскольку заранее неизвестны статические граничные условия и ни на одной границе не выполняются условия какой-либо краевой задачи.
Решение проводится методом последовательных приближений. При этом определяются параметры очага деформации, произвольно задается значение коэффициента трения на контактной поверхности и графоаналитическим способом строится сетка ЛС. При прокатке в валках одинакового диаметра задача является симметричной относительно продольной оси симметрии заготовки, поэтому достаточно построить одну из сеток.
При построении поля ЛС принято допущение – дуга контакта заменена хордой. Оно существенно влияет на закон распределения касательных напряжений (дает их усредненную величину) вдоль дуги захвата и менее значительно на закон распределения нормальных давлений. На величину среднего удельного давления эта замена влияет совершенно незначительно – ошибка не превышает 5-6 %. Незначительна также ошибка при определении напряжений внутри полосы.
Линии скольжения ASC и BEC представляют собой жестко-пластические границы очага деформации, т. е. являются линиями разрыва скоростей. Слева и справа от линий ASC и BEC металл движется как жесткое тело с постоянными скоростями V0 и V1, причем V1 = V0·H/h. Векторы скорости V0 и V1 параллельны оси симметрии раската.
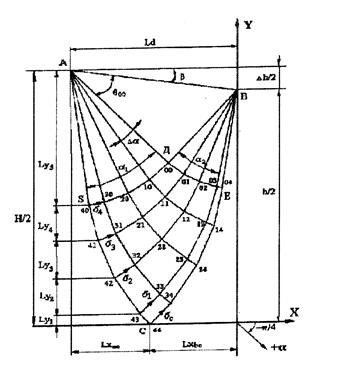
Рисунок 7.2 – Сетка линий скольжения
Перечень контрольных вопросов
1. Каково распределение горизонтальных напряжений по высоте очага деформации при прокатке высокой полосы?
2. Каково распределение вертикальных напряжений по высоте очага деформации при прокатке высокой полосы?
3. Как влияет протяженность очага деформации на глубину проникновения пластической деформации?
4. Влияет ли выбор угла между соседними характеристиками на точность определения напряжений в узлах сетки линий скольжения?
5. С чем связано наличие растягивающих горизонтальных напряжений в осевых слоях полосы при прокатке высокой полосы?
6. Как влияет параметр формы очага деформации ld/hcp на величину горизонтальных растягивающих напряжений в осевых слоях при прокатке высокой полосы?








