 2017-11-01
2017-11-01 738
738| № кадра | Содержание кадра | Примечание |
| M3 | ||
| S6 | ||
| Z10300~ | ||
| X2100~ | ||
| G31 | ||
| X1800* | ||
| Z7250 | Выход в середину канавки | |
| F15000* | ||
| P96* | ||
| P20* | ||
| X10000~ | ||
| Z15000~ | ||
| M5 | ||
| M30 |
G31 – команда резьбонарезания; X – номинальный диаметр резьбы; Z – длина резьбы, или координата конечной точки резьбы. F – шаг резьбы, в мкм, например 2 записывается как 20000, а шаг 1,5 – 15000; P – полная глубина резьбы на сторону, определяется по справочнику; P – глубина первого прохода на сторону, задается оператором.
Для нарезания резьбы необходимо подвести резец к детали за 2-3 шага до детали по оси Z и за 2-3 мм до детали по оси X.

Цикл нарезания многопроходной, причем все проходы, за исключением четырех последних, осуществляется с глубиной, заданной в последнем кадре резьбонарезания. В каждом из четырех последних проходов глубина нарезания делится на две. После нарезания резьбы резец автоматически возвращается в точку начала резания, откуда его можно отвести в исходную точку.
Чтобы нарезать многопроходную резьбу, нужно запрограммировать требуемое количество циклов резьбонарезания, смещая резец после каждого цикла по программе вправо на величину смещения нитки резьбы.
Чертеж резьбового валика
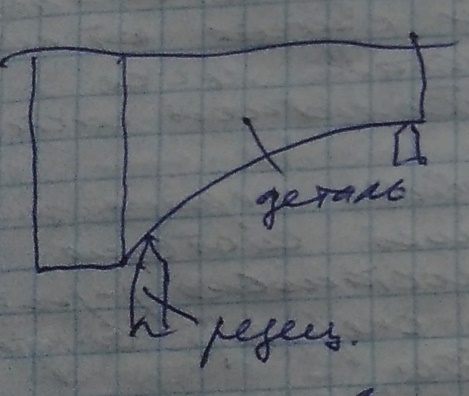
Схема смещения режущей кромки резца на фасонной поверхности
Существует возможность, когда резец обрабатывает одну сторону резьбы, т.е. врезается одной кромкой. Для этого в параметре ю
Особенности обработки внутренних поверхностей
Обработка внутренних поверхностей программируется, так же как и обработка наружных, существует лишь некоторые неудобства привязки инструментов. Следует помнить, что при многопроходной обработке и резьбонарезании на внутренних поверхностях инструмент нужно подводить к детали в том же направлении как он будет выполняться в резании.








