 2017-12-16
2017-12-16 1869
1869Сварочные выпрямители - это аппараты, преобразующие переменное напряжение сети в постоянное напряжение для сварки. В наиболее простых аппаратах регулирование тока осуществляется трансформатором, а для выпрямления тока используются диоды. Силовая часть таких аппаратов состоит из трансформатора, выпрямительного блока на неуправляемых вентилях и сглаживающего дросселя.

Блок-схема сварочного выпрямителя: T - трансформатор, VD - выпрямительный блок на неуправляемых вентилях, L - сглаживающий дроссель.

Сварочный выпрямитель.
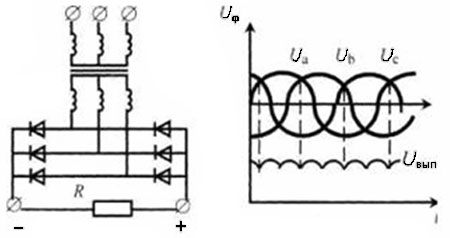
Однофазные схемы выпрямления переменного напряжения используются в цепях с небольшой потребляемой мощностью. По сравнению с однофазными, трехфазные схемы обеспечивают существенно меньшую пульсацию выпрямленного напряжения.
Работа трехфазной мостовой схемы выпрямления Ларионова с использованием диодов, применяемая во многих сварочных выпрямителях, показана на рисунке ниже.
Преимущества и недостатки сварочных выпрямителей.
Основное преимущество выпрямителей, по сравнению с трансформаторами, заключается в использовании в них для сварки постоянного тока, обеспечивающего надежность зажигания и устойчивость горения сварочной дуги и, как следствие, более качественный шов. Имеется возможность варить не только углеродистую и низколегированную, но и нержавеющую сталь, и цветные металлы. Немаловажно и то, что сварка выпрямителем дает меньшее количество брызг.
К недостаткам следует отнести относительно большой вес аппаратов, потерю части мощности, сильное понижение напряжения в сети при сварке.
Сварочные инверторы.
На рисунке ниже приведена упрощенная схема сварочного аппарата инверторного типа.
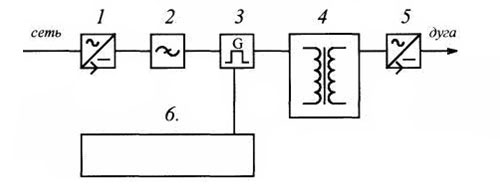
Блок-схема сварочного инвертора: 1 - сетевой выпрямитель, 2 - сетевой фильтр, 3 - преобразователь частоты (инвертор), 4 - трансформатор, 5 - высокочастотный выпрямитель, 6 - блок управления.
Работа сварочного инвертора происходит следующим образом.
Переменный ток частотой 50 Гц поступает на сетевой выпрямитель 1. Выпрямленный ток сглаживается фильтром 2 и преобразуется (инвертируется) модулем 3 в переменный ток с частотой в несколько десятков кГц. В настоящее время достигаются частоты в 100 кГц. Именно этот этап является самым важным в работе сварочного инвертора, позволяющим добиться огромных преимуществ по сравнению с другими типами сварочных аппаратов.
Далее с помощью трансформатора 4 высокочастотное переменное напряжение понижается до значений холостого хода (50-60В), а токи повышаются до величин, необходимых для осуществления сварки (100-200А).
Высокочастотный выпрямитель 5 выпрямляет переменный ток, который совершает свою полезную работу в сварочной дуге. Воздействуя на параметры преобразователя частоты, регулируют режим и формируют внешние характеристики источника.
Процессы перехода тока из одного состояния в другое контролируются блоком управления 6. В современных аппаратах эта работа выполняется транзисторными модулями IGBT, являющимися самыми дорогими элементами сварочного инвертора.
Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа электродуговой сварки. Благодаря высокой частоте, вес и размеры трансформатора снижаются в разы.

Сварочный инвертор.
Достоинства инверторов. Малый вес (4-10 кг), небольшие размеры, позволяющие легко перемещать аппарат от одного места сварки к другому. Это достоинство обусловлено меньшим размером трансформатора благодаря большой частоте преобразуемого им напряжения.
Исключение из схемы силового трансформатора позволило также избавиться от потерь на нагрев обмоток и перемагничивание железа сердечника и добиться высокого КПД (85-95%) и идеального коэффициента мощности (0,99). При сварке электродом диаметром 3 мм потребляемая из сети мощность для сварочного аппарата инверторного типа не превышает 4 кВт, а для сварочного трансформатора или выпрямителя эта цифра равна 6-7 кВт.
Инвертор способен воспроизводить практически все виды внешних вольт-амперных характеристик. Это означает, что с его помощью можно выполнять все основные виды сварок - MMA, TIG, MIG/MAG. Аппарат обеспечивает сварку легированных и нержавеющих сталей, цветных металлов (в режиме MIG/MAG).
Аппарат не требует частых и длительных охлаждений при интенсивной работе, как этого требуют другие бытовые типы сварочных аппаратов. Его ПВ достигает 80%.
Инвертор обладает плавной регулировкой сварочных режимов в широком диапазоне токов и напряжений. Он имеет значительно более широкий, чем у обычных аппаратов, интервал регулировки сварочного тока - от нескольких ампер до сотен и даже тысяч. Для бытового пользования особенно важны малые токи, позволяющие производить сварку тонкими (1,6-2 мм) электродами. Инверторы обеспечивают качественное формирование шва в любых пространственных положениях и минимальное разбрызгивание при сварке.
После трансформатора или выпрямителя работа с инвертором превращается в удовольствие. Больше не нужно "долбить" электродом, чтобы зажечь не желающую зажигаться дугу, или судорожно отрывать его, если он намертво приварился. Можно просто поставить электрод на металл и, отрывая его, спокойно зажечь дугу - не беспокоясь о том, что электрод может привариться.
Инверторные сварочные аппараты можно применять при больших падениях напряжения сети. Большинство из них обеспечивают сварку в диапазоне сетевого напряжения 160-250В.
Недостатки сварочных инверторов. Трудно говорить о недостатках такого совершенного устройства, каким является сварочный инвертор и, тем не менее, они есть. Прежде всего, это относительно высокая цена аппарата и дороговизна его ремонта. При выходе из строя модуля IGBT (блок управления) придется заплатить сумму, равную 1/3 - 1/2 стоимости нового аппарата.
Инвертор предъявляет повышенные требования, по сравнению с другими сварочными аппаратами, к условиям хранения и эксплуатации, обусловленные его электронной начинкой. Аппарат плохо реагирует на пыль, поскольку она ухудшает условия охлаждения транзисторов, которые сильно греются в процессе работы. Их охлаждают с помощью алюминиевых радиаторов, осаждение пыли на которые ухудшает отдачу тепла.
Не любит электроника и низких температур. Любая минусовая температура нежелательна из-за появления конденсата на платах, а минус 15°С могут стать критическими. Хранение и работа инвертора в неотапливаемых гаражах и мастерских в зимнее время нежелательны.
2. По виду внешних вольтамперных характеристик (ВАХ). Вольтамперная характеристика сварочной дуги - это зависимость напряжения на дуге от сварочного тока при постоянной длине дуги и постоянстве остальных параметров.
Источники питания сварочной дуги по виду ВАХ делятся:
- С пологопадающей ВАХ применяемых для автоматической сварки.
- С жестокойВАХ применяемых при сварке в защитных газах,
- С возрастающей ВАХ применяемых при электрошлаковой сварке,
-С крутопадающей ВАХ – применяемых для ручной дуговой сварки.
Рис в иллюстр.пособии сварщика стр.5
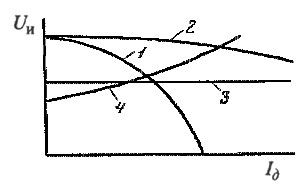
Внешние вольт-амперные характеристики сварочных аппаратов:
1 - крутопадающая, 2 - пологопадающая, 3 - жесткая, 4 - возрастающая.

