 2018-01-08
2018-01-08 5615
5615Измерение углов инструментальных конусов с помощью синусной линейки
Цель работы:
Ознакомление с устройством синусной линейки и её использование для измерения углов инструментальных конусов.
Конструкция синусной линейки
Синусная линейка (рис.32) представляет собой сочетание стальной плиты 1, имеющей с одной стороны измерительную плоскость, на которой устанавливается измеряемая деталь 7, и двух роликов 2 и 5, прикреплённых к ней с другой стороны на строго определенном расстоянии друг от друга.
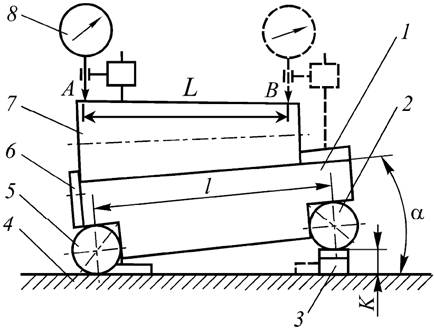
Рис. 32. Синусная линейка и схема измерения угла конуса
При измерении синусную линейку устанавливают роликами на поверочную плиту 4. Под один из роликов подкладывают блок концевых мер длинны 3 такого размера, чтобы измерительная плоскость синусной линейки расположилась под заданным углом α к поверочной плите.
Измеряемуюдеталь устанавливают на измерительной плоскости линейки так, чтобы она прижимались к упорам 6. На поверочной плите рядом с синусной линейкой располагается индикаторнаястойка с индикатором 8.
Размер блока концевых мер длины для установки измерительной плоскости синусной линейки под заданным углом α к поверочной плите рассчитывается по формуле:
К = l*sinα
где l - расстояние между роликами синусной линейки. Для разных конструкций синусных линеек расстояние l может составлять 100, 200 или 300 мм.
1. С помощью масштабной линейки или штангенциркуля измерить наибольший диаметр и длину конуса.
Определить по табл. 10 номер конуса, его номинальный угол α и соответствующий размер блока концевых мер К для расстояния между роликами синусной линейки 100 мм.
2. Составить блок концевых мер длины необходимого размера.
3.Установить синусную линейку на поверочную плиту, подложив под один из роликов составленный блок концевых мер длины.
4. На измерительную плоскость синусной линейки установить инструментальный конус (Морзе или метрический) так, чтобы он прижимался к упорам 6, а его наивысшая образующая располагалась примерно параллельно поверочной плите.
5. На поверочную плиту рядам с синусной линейкой установить индикаторную стойку с микронным индикатором.
6. Перемещая стойку по поверочной плите, добиться касания измерительного наконечника индикатора с поверхностью конуса в одной из точек наивысшей его образующей. Сообщив пружине индикатора предварительный натяг, примерно в один оборот стрелки, устанавливают шлаку индикатора на ноль.
7. Перемещая индикаторную стойку по поверочной плите, найти и записать в бланк отчета (приложение 3) наибольшие показания индикатора в двух точках А и В образующей конуса (рис.32), отстоящих друг от друга на расстоянии, равном длине измерений угла конуса L, приведенный в табл. 10.
Проделать указанные операции для четырех образующих конуса, расположенных примерно через 90˚ по окружности, и найти среднее арифметическое значение ∆ разностей показаний индикатора в точках А и В. При этом необходимо учитывать, что, если показания индикатора в точке В больше, чем в точке А, то разность показаний ∆ следует считать положительной, а если наоборот, то – отрицательной.
8. Найти действительное значение угла конуса, для чего в установленное с помощью синусной линейки номинальное значение угла ввести поправку: ∆α=∆/ L в микро радианах с соответствующим знаком.
9. Сравнив разность показаний индикатора в точках А и В ∆ с предельно допустимыми отклонениями (табл. 10), определить степень точности наружного угла инструментального конуса.
10. Результаты измерений, найденную степень точности и предельные отклонения угла конуса занести в бланк отчета (приложение 3)
11. Полностью оформить бланк отчета и письменно ответить на контрольные вопросы, указанные преподавателем.








