 2018-01-21
2018-01-21 1195
1195ЛАБОРАТОРНАЯ РАБОТА № 2
ИЗМЕРЕНИЕ ДЕТАЛЕЙМИКРОИНСТРУМЕНТАМИ
тема
Студент ________ А.В.Терехова
подпись, дата инициалы, фамилия
Преподаватель __________ Е.С. Турышева
подпись, дата инициалы, фамилия
Красноярск 2012
Цели работы: изучить устройство микроинструментов; освоить методы измерения деталей с помощью микроинструментов.
Теоретические сведения
Метод измерения деталей с помощью микрометрических инструментов - абсолютный. Верхний предел измеряемых величин для каждого типа микрометрического инструмента устанавливается соответствующим государственным стандартом. Все микрометрические инструменты (кроме микрометрического нутромера) имеют трещотку – механизм, обеспечивающий определенное измерительное усилие. Погрешность измерения состоит из погрешности инструмента, погрешности метода измерения и др. Основная погрешность (инструментальная) микрометров обычно не превышает ±5 мкм (±0,005 мм). Под ней понимается величина отклонения результата измерения от эталона, полученная при поверке инструмента.
Микрометры общего назначения (ГОСТ 6507-90 « Микрометры.Техни-ческие условия») подразделяются на следующие типы:
МК – гладкие (для установления наружных размеров изделий);
МЗ – зубомерные (для контроля длины общей нормали зубчатых колес);
МТ – трубные (для измерения толщины стенок труб);
МП – проволочные (для измерения проволоки).
Пример условного обозначения гладкого микрометра 1-го класса точности с диапазоном измерения 25-50 мм: микрометр МК-50-1 ГОСТ 6507-90.
Микрометры со вставками используются для специальных измерений и по ГОСТ 4380-86 «Микрометры со вставками. Технические условия»подраз-деляютсяна:
МВМ – для измерения среднего диаметра метрической и дюймовой резьбы;
МВТ – для измерения среднего диаметра трапецеидальной резьбы;
МВП– с плоскими вставками (для измерения деталей из мягких материалов).
Пример условного обозначения резьбового микрометра с диапазоном измерений 0-25 мм: микрометр МВМ 0-25 ГОСТ 4380-93.
Микрометрические глубиномеры (ГОСТ 7470-92 «Глубиномеры микрометрические.Технические условия») изготавливаются 1-го и 2-го классов точности с диапазонами измерений 0-100, 0-150 мм.
Диапазоны измерений обеспечиваются набором сменных измерительных стержней. Пример условного обозначения микрометрического глубиномера с диапазоном измерений 0-100 мм: глубиномер ГМ 100 ГОСТ 7470-92.
Микрометрические нутромеры (ГОСТ 10-88 «Нутромеры микро-метрические.Технические условия») выпускаются с пределами измерения 0-75; 75-175; 75-600; 150-1250; 600-2500; 1250-4000; 2500-6000 мм.Диапазон измерений достигается за счет сменных удлинительных стержней. Микрометрический нутромер с верхним пределом измерений 175 ммобозначается следующим образом: нутромер НМ175 ГОСТ 10-88.
На рис.1 –4 показаны микрометрические инструменты. Их выбирают по типу объекта измерения, пределам измерения и классу точности, в зависимости от размера и допускаемой погрешности измерения по ГОСТ 8.051-81.
Гладкие микрометры с диапазоном измерений 25-50, 50-75, 75-100 мм и др. настраиваются на нуль аналогично, но при этом используется установочная мера, равная нижнему пределу измерениямикрометра: 25, 50, 75 мм и др. соответственно. После соприкосновения измерительных поверхностей микрометра с установочной мерой нулевой штрих круговой шкалы барабана должен совпасть с продольным штрихом стебля. Установочные меры поставляются в комплекте с микрометрами.

Рисунок 1 – Гладкий микрометр

Рисунок 2 – Микрометрический глубиномер
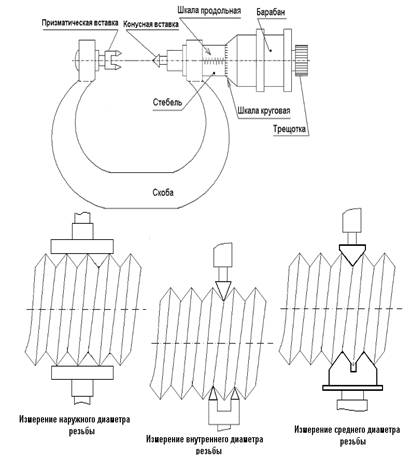
Рисунок 3– Микрометр зубомерный
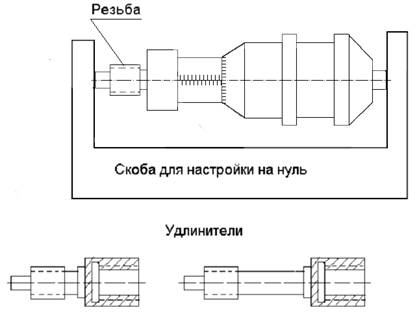
Рисунок 4– Микрометрический нутромер
Ход работы
Оборудование и приборы: зубомерные микрометры; детали.
Таблица 1 – Средства измерения – микроинструменты
| Инструмент | Тип)модель) | Диапазон измерения | Цена деления | Обозначение |
| Микрометр | МК | 25-50 мм | 0,01мм | Микрометр МК-50-1 ГОСТ 6507-90 |
Фактические размеры диаметра с восходящим рядом чисел партии деталей
n = 100 шт. показаны в таблице 2.
Таблица 2 – Действительные размеры деталей
Размеры в мм
| 44,57 | 44,54 | 44,50 | 44,97 | 44,53 |
| 44,66 | 44,53 | 44,99 | 44,97 | 44,54 |
| 44,64 | 44,52 | 44,57 | 44,97 | 44,63 |
| 44,69 | 44,53 | 44,56 | 44,54 | 44,51 |
| 44,66 | 44,50 | 44,54 | 44,55 | 44,66 |
| 44,51 | 44,65 | 44,52 | 44,58 | 44,99 |
| 44,55 | 44,54 | 44,52 | 44,70 | 44,56 |
| 44,50 | 44,69 | 44,60 | 44,51 | 44,97 |
| 44,53 | 44,61 | 44,53 | 44,51 | 44,61 |
| 44,65 | 44,52 | 44,99 | 44,61 | 44,55 |
| 44,98 | 44,63 | 44,50 | 44,52 | 44,52 |
| 44,55 | 44,70 | 44,98 | 44,90 | 44,65 |
| 44,54 | 44,59 | 44,52 | 44,59 | 44,58 |
| 44,97 | 44,52 | 44,97 | 44,69 | 44,51 |
| 44,67 | 44,53 | 44,50 | 44,61 | 44,55 |
| 44,59 | 44,52 | 44.89 | 44,50 | 44,50 |
| 44,66 | 44,95 | 44,97 | 44,54 | 44,50 |
| 44,67 | 44,63 | 44,51 | 44,56 | 44,59 |
| 44,60 | 44,50 | 44,97 | 44,61 | 44,53 |
| 44,54 | 44,57 | 44,99 | 44,58 | 44,57 |
Xmax=44,99 мм; Xmin= 40,84 мм.
Весь диапазон Xmax... Xminрезультатов наблюдений разделим на 10 интервалов шириной 
Число интервалов выбирается в зависимости от числа наблюдений согласно рекомендациям таблицы 3.
Таблица 3 – Зависимость числа интервалов от числа наблюдений
| n | r |
| 40 – 100 | 7 – 9 |
| 100 – 500 | 8 – 12 |
| 500 – 1000 | 10 – 16 |
| 1000.....10000 | 12 – 22 |
Принимаем интервал рассеивания равным 0,05 мм и разбиваем все размеры на группы, как показано в таблице 4.
Таблица 4 – Распределение действительных размеров по интервалам
| Интервалы | Частота, n | Вероятность, 
|
| 44,50 до 44,55 свыше 44,55 до 44,60 44,60 до 44,65 44,65 до 44,70 44,70 до 44,75 44,75 до 44,80 44,80 до 44,85 44,85 до 44,90 44,90 до 44,95 44,95 до 45,00 | 0,44 0,16 0,11 0,12 0,01 0,02 0,14 | |
| Σn = 100 | 
|
Вероятность (частость) есть отношение количества деталей данного интервала (n) к общему количеству (N) деталей исследуемой партии 100 шт.
 (1)
(1)
Сумма вероятностей составляет целую единицу, т.е. 100% всех деталей партии.
Откладывая в масштабе по оси абсцисс размеры деталей или интервалы, апо оси ординат – вероятность (частость) для каждого интервала размеров и соединяя полученные точки плавной линией, получим кривую распределения.
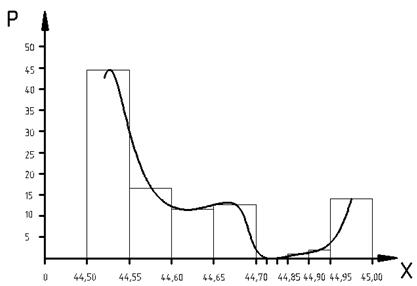
Рисунок 5 – Гистограмма распределения результатов измерений
Кривая нормального распределения определяется функцией
 , (2)
, (2)
где х – случайная величина;
mх – математическое ожидание случайной величины, т.е. значение абсциссы, соответствующее вершине кривой Ymax. Mода кривой mх – есть центр группирования (распределения) и вместе с тем является средней арифметической распределения / Хср /.
s – среднеквадратичное отклонение.
Точность обработки партии деталей будет характеризоваться средним вероятным размером /Хср/, средним квадратическим отклонением.
Среднее арифметическое значение действительных размеров определяется уравнением.
 (3)
(3)
где xi – результат i – го наблюдения
n – число наблюдений.
 =44,6368
=44,6368
Среднее квадратичное отклонение погрешности (СКО):
 , (4)
, (4)
где  .– отклонение результата отдельного наблюдения от среднего арифметического равно:
.– отклонение результата отдельного наблюдения от среднего арифметического равно:  . (5)
. (5)
 0,0000000000000628
0,0000000000000628
Среднее квадратичеcкое отклонение позволяет определить наибольшее рассеивание размеров, которое практически следует учитывать (границы поля рассеивания). В качестве такого предела приняли ± 3s = 6 s.(3s=0,000000000000188528)
Вероятность получения размера в пределах ±3s составляет
 2116623651850,93*
2116623651850,93*  (-160457286292006000000000,0) = 0
(-160457286292006000000000,0) = 0








