 2014-01-31
2014-01-31 913
913В единичном производстве размеры шпонки и пазов определяют универсальными средствами измерений.
В серийном производстве: комплектом калибров:
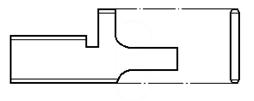
1. Ширина пазов вала и втулки: проходным и непроходным калибрами (аналогично ГЦС).
2. Глубина паза  на валу – калибром-глубиномером (если калибр прилегает без просвета – деталь «годна»).
на валу – калибром-глубиномером (если калибр прилегает без просвета – деталь «годна»).
Глубина паза во втулке ( ) – глубиномером или калибром.
) – глубиномером или калибром.
3. Отклонение от симметричности паза втулки и паза вала проверяются комплексными калибрами в виде:
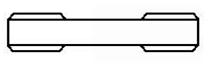
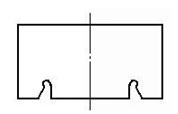
пробки со шпонкой – для втулки и
пробки со стержнем – для вала
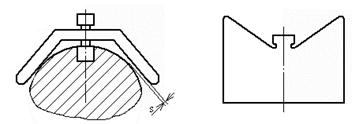
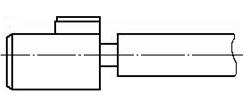
Сначала 1,2
Затем 3. Если между калибром и деталью есть просвет S– деталь – брак.
Рис. 5: Виды калибров








