 2014-01-31
2014-01-31 750
750Для измерения углов и конусов используются.
Угловые меры, шаблоны, угольники, конические калибры, делительные столы, делительные головки, гониометры.
Угловые меры - наборы с градацией: 2”,1”,1’,15” (4-х классов точности) собирают в блоки.
Конусные калибры служат для контроля по базорасстоянию и окраске.
Пример: определить годность конической детали (рис. 18), если при изготовлении получили: Dизм = 39,982мм; dизм = 33,712мм.
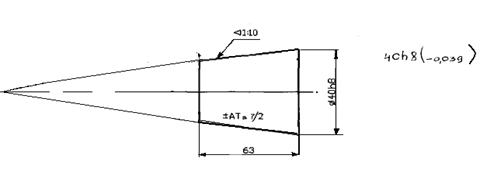
Рис. 18
Т.к. идет отдельное нормирование угла конуса (по 7 степени точности) и допуска диаметра большого основания проводим проверку раздельно.
Dизм принадлежит заданному полю допуска 40h8(-0,039). Определим какой размер диаметра малого основания конуса должен соответствовать Dизм: (без учета ATD: 33,7…33,661мм)
d = Dизм – C1 = 39,982 – 63/10=33,682 мм.
Допуск угла по 7 степени точности составляет (стр. 644 II т. «Допуски и посадки») АТα =1’5” или ATD =20 мкм.
Для примера допуск на угол задан с симметричными отклонениями, т.е ±32,5", или ±10мкм.
Годный размер малого основания должен находится в пределах 33,682 ± 0,01→ 33,682…33,672.
dизм не принадлежит данному интервалу, следовательно деталь – брак по углу.
Можно выполнить расчет иначе:
Определим разность между dизм и d
∆d = dизм – d =33,712-33,682=0,03 или +30 мкм.
Для перевода ∆d в градусные единицы используем то, что отклонение угла в 1" на длине ≈200 мм (206мм) дает линейное отклонение ≈1 мкм.
∆α "=200/ L – ∆d =200/63-30=+95", а допускается +32,5" - деталь брак.








