 2018-03-08
2018-03-08 651
651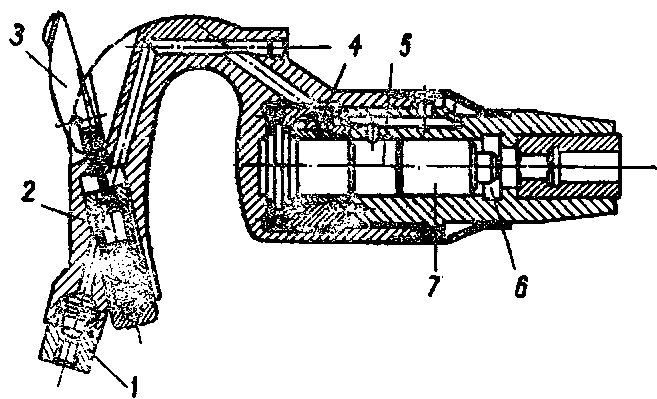
| Рис. 11. Пневматический рубильный молоток МР-5. |
Пневматический рубильный молоток (рис. 11) рабочий держит правой рукой за рукоятку, левой – за ствол, направляя движение зубила. При нажатии на курок 3 открывается клапан 2 и сжатый воздух давлением 5 кг/см2 через штуцер 7 поступает в цилиндр. В зависимости от положения золотника 4 он по каналам внутри корпуса попадает либо в камеру рабочего хода 5, либо в камеру обратного хода 6. В первом случае воздух толкает ударник 7 вправо, он ударяет по хвостовику рабочего инструмента – зубила или крейцмейселя. В конце рабочего хода золотник давлением воздуха смещается, воздух попадает в камеру 6 – совершается обратный ход.
Типичные дефекты при рубке, причины их появления и способы предупреждения
Таблица 1
| Дефект | Причина | Способ предупреждения |
| Рубка листовой стали в тисках | ||
| Обрубленная кромка детали криволинейна | Деталь слабо зажата в тисках | Прочно закреплять деталь в тисках |
| Стороны вырубленной детали непараллельные | Перекос разметочных рисок. Перекос заготовки в тисках | Соблюдать правила разметки, точно устанавливать деталь в тисках по разметочной риске |
| «Рваная» кромка детали | Рубка выполнялась слишком сильными ударами или тупым зубилом | Перед рубкой убедиться в правильной заточке зубила. Силу ударов регулировать в зависимости от толщины заготовки. Угол наклона зубила должен быть не менее 30° |
| Прорубание канавок | ||
| «Рваные» кромки канавки | Неправильная заточка крейцмейселя | Крейцмейсель затачивать с поднутрением режущей кромки |
| Глубина канавки неодинакова по ее длине | В процессе рубки не производилось регулирование наклона крейцмейселя | При рубке толщину срезаемого слоя материала, а следовательно, и глубину канавки регулировать наклоном крейцмейселя |
| Сколы на конце канавки | Не обрублена фаска на детали | Перед началом рубки (особенно хрупких металлов) обязательно срубать фаску на ребре заготовки в месте выхода крейцмейселя |
| Срубание слоя металла на широкой поверхности | ||
| Грубые завалы и зарубы на обработанной поверхности | Рубка осуществлялась тупым зубилом. Неправильная установка зубила в процессе рубки. Неравномерность силы ударов молотком по зубилу в процессе рубки | Наиболее рационально производить срубание выступов между прорубленными ранее канавками способом «елочка». Толщину снимаемого слоя регулировать наклоном зубила |
| Сколы на кромке детали | Не обрублены фаски на детали | Перед рубкой широкой поверхности детали (особенно хрупкого материала) обязательно срубать фаски со всех ребер детали |
| Рубка листовой, полосовой и прутковой стали на плите | ||
| Непрямолинейная кромка отрубленной детали | Нарушение правил разметки детали. Рубка велась не по разметочной риске | Следить за прямолинейностью риски разметки. Точно устанавливать зубило на риску |
| Кромка отрубленной детали имеет глубокие зарубы и сколы | Неправильная заточка зубила. Неточная установка зубила на разметочную риску. Рубка выполнялась слишком слабыми ударами с «пристукиванием» или тупым зубилом | Для рубки листового металла зубило следует затачивать слегка закругленно. Рубку производить энергичными ударами без «пристукивания». Прочно удерживать зубило на риске разметки |








