 2018-02-13
2018-02-13 1493
1493Сварка термопластов
Процесс непрерывно-последовательной сварки термопластов употребляется для сварки оболочек из тонкого пластиката. Сварочное устройство состоит из двух роликов, между которыми зажимается и проходит с заданной скоростью свариваемая пленка. Нижний, заземленный ролик является ведущим. К роликам подключено высокочастотное напряжение. Верхний электрод-ролик имеет диаметр 25—30 мм и ширину 2—4 мм, а нижний — диаметр 60 мм и ширину около 10 мм. Иногда применяют сдвоенную систему из параллельно расположенных пар роликов для получения особо прочного двойного шва. [c.296]
| Таблица 43. Параметры режимов сварки термопластов |  <="" img=""> <="" img=""> |
Для переработки полимерных материалов эффективно использование СВЧ-энергии. На базе исследований в области СВЧ-энергетики разработаны новые технологические процессы сварки термопластов, склеивания сотовых конструкций и отверждения стеклопластиков. Скорость нагрева материалов с помощью СВЧ-энергии в 10—15 раз выше, чем при контактном и конвекционном нагреве, при этом обеспечивается оптимальное распределение температуры в нагреваемых деталях, повышается скорость химических реакций, снижается вязкость расплавов. [c.83]
Процесс сварки термопласта состоит в том, что соединяемые детали нагреваются до перехода в вязко-текучее состояние и при сравнительно небольшом дав- [c.306]
Температура сварки термопластов [79] [c.308]
Методы обработки пластмасс (302). Обработка пластмасс резанием (302). Режимы точения пластмасс (303). Режимы фрезерования пластмасс (304). Режимы сверления пластмасс (305). Сварка пластмасс (306). Свариваемость пластмасс (307). Температура сварки термопластов (308). Техническая характеристика машин для сварки пластмасс токами высокой частоты(308). Состав эпоксидных пластмасс, применяемых для изготовления оснастки (309). Состав эпоксидных пластмасс, применяемых для изготовления установочных приспособлений металлорежущих станков(309). Состав эпоксидных смол, применяемых для изготовления пресс-форм (310). [c.537]
Температура сварки термопластов [106] [c.340]
Рио. 6. Сварка термопластов газовыми теплоносителями 1 — сварочная горелка 2 — 3 — зона нагрева [c.153]
Тогда как это изобретение в США долгое время оставалось без внимания, во многих странах Европы сварка ПМ нагретым газом получила широкое распространение (в частности в Германии в производстве конструкций из ПВХ). После второй мировой войны этот способ стали применять в нашей стране и в США. Уже в начале 40-х гг. XX в. появилась первая зарубежная публикация по сварке термопластов [13] и была защищена первая диссертация [14], в которой освещались вопросы технологии сваркинагретым газом и результаты исследований других способов сварки ПМ. Но широкое развитие сварки ПМ в те годы сдерживалось отсутствием достаточного количества пригодных для ее осуществления материалов. [c.325]
Правильность предположения, что сварка термопластов обусловлена диффузией макромолекул из одного слоя в другой, подтверждается тем, что качество соединения улучшается при создании условий, способствующих диффузии, то есть при увеличении температуры и продолжительности контакта [2, с. 22], введение в полимер пластификаторов и т. д. [2, с. 30]. Протекание диффузии можно установить по размытости границы раздела[59], с помощью меченых атомов, по равенству энергий активации процессаи диффузии макромолекул полимера [60] или процесса сварки и вязкого течения расплава полимера, по падению прочности соединения с увеличением плотности сетки ПЭ или степени ориентации ПП [61] и т. д. Возражения против диффузионной теории сводились главным образом к тому, что факты, которымиона оперировала, можно объяснить с позиций других теоретических положений [62, с. 21]. [c.341]
При сравнении свариваемости термопластичных ПКМ со свариваемостью не-наполненных термопластов ВЧ-методом необходимо учитывать влияние наполнителя на коэффициент диэлектрических потерь ПКМ, УЗ-методом — на упругие характеристики ПКМ, излучением — на способность материала поглощать ИК, световое или лазерное излучение. Введение электропроводящего наполнителя позволяет применять по отношению к ПКМ методы сварки, неизвестные в технологии сварки ненаполненных полимеров. Так, слоистые термопластичные графито-пласты можно сварить методом, близким по своей сущности к методу контактной сваркиметаллов. Без промежуточных слоев или вкладышей, необходимых при сварке термопластов, ненаполненных или содержащих неэлектропроводящий на- [c.346]
Способ сварки Термопласт V, % [c.414]
Сварка нагретым инструментом (контактная сварка). При этом способе сварки термопластов источником нагрева свариваемых деталей является нагретый инструмент, который передает тепло непосредственным соприкосновением с пластмассой. Используют несколько разновидностей сварки нагретым инструментом (металлическими пластинами, паяльником, горячим прессованием и т. д.), которые отличаются друг от друга оснасткой (видом инструмента) и схемой нагрева. [c.677]
Сварка термопластов горячим прессованием (рис. 286, д) производится путем передачи тепла к месту сварки нагретыми рабочими поверхностямиэлектронагревателей специальных прессов. Свариваемые поверхности пластмассовых деталей 2 и 5, скошенные под определенным углом, зажимают в прессе, рабочие поверхности 3 которого нагреваются электронагревателями 1. При достижении заданной температуры нагрева свариваемых деталей производится выдержка под давлением при этом электронагреватели отключаются. В процессе выдержки рабочие поверхности пресса охлаждаются водой, проходящей по каналам 4. Горячим прессованием можно осуществить и стыковую сварку, но при этом свариваемые детали получают осевое сжатие. Этот метод сварки пластмасс обеспечивает высокую прочность сварного шва и относительно высокую производительность сварочной установки. [c.677]
Наиболее широкое распространение в промышленности получила сварка термопластов с применением газовых теплоносителей. Сущность этого способа заключается в том, что сварка производится струей горячего воздуха или инертного газа, нагреваемых в специальных горелках с электрическим или газовым обогревом. Схема сварочного процесса пластмассовой детали с применением газового теплоносителя показана на фиг. 26. В качестве присадочного материала применяются прутки из той же пластмассы, которая сваривается. [c.57]
Пр1> сварке термопластов нагрев должен быть возможно более кратковременным (во избежание разложения материала), а температура не должна превышать температуры разложения. [c.397]
Обычно сварку трением применяют для соединения тел вращения (труб, цилиндров и т.п.). В связи с тем что при сварке трением детали подвергаются давлению, этот способ применим только для сварки твердых термопластов. Вследствие того что этим способом могут быть сварены немногие изделия, сварка трением применяется реже, чем другие виды сварки термопластов. [c.407]
При нагревании термопластов необходимо иметь в виду, что температура вязко-текучего состояния очень близка, а иногда и равна температуре начала деструкции (разложения) материала, теряющего при этом механическую прочность и другие ценные свойства. Степень разложенияматериала определяется не только температурой нагрева, но и длительностью ее воздействия. Поэтому при сварке термопластов нагрев материала должен быть возможно более кратковременным, с точным соблюдением установленной температуры нагрева. При кратковременном нагреве материал может быть нагрет несколько выше температуры начала деструкции без заметного изменения свойств. Температурные интервалы нагрева некоторых термопластов при сварке следующие, ° С [c.294]
| Таблица 3.20. Свариваемость и температура сварки термопластов |  <="" img=""> <="" img=""> |
Горелки специальные. В соответствии с большим разнообразием работ по газопламенной обработке металлов и других материалов разработан и находит применение целый ряд горелок специального назначения. К таковым относятся, например, горелки ГАО-60 для газопламенной очистки металла от ржавчины и краски газовоздушные горелки для пайки и нагрева типов ГВП-1, ГВП-3, ГВП-4, работающие на пропан-бутане, метане, природном и коксовом газах, ацетилене керосино-кислородные горелки на распыленном жидком горючем многопламенные горелки для газопрессовой сварки горелки ГГП-1-66 для сварки термопластов, работающие на пропан-бутан-воздушной смеси, продукты сгораниякоторой используются в качестве теплоносителя при сварке винипласта, оргстекла, полиэтилена и других пластмасс толщиной до 25 мм горелки ГЭП-1А-67 с электроподогревом газа-теплоносителя (воздуха, азота и др.), используемого для нагрева и сварки термопластов закалочные горелки и закалочные наконечники для поверхностной термообработки деталей и многие другие. [c.79]
Этот вид сварки термопластов напоминает газовую сварку металлов. Отличие состоит в том, что свариваемый материал и присадочный прутокбыстро нагревают не пламенем, а горячим воздухом. Материал размягчается настолько, что прижатием руки можно создать плотный контакт свариваемых элементов и присадочного прутка. [c.334]
Для сварки термопластов в условиях авторемонтных предприятий можно рекомендовать два способа — сварку в струе горячего воздуха и контактный способ. [c.148]
Прочность сцепления при сварке термопластов в значительной степени зависит от состояния свариваемых поверхностей и присадочного материала. Поверхность должна быть чистой, ровной и обезжиренной. [c.149]
| Рис. 5-27. Газовая сварка термопластов. |  <="" img=""> <="" img=""> |
Специальные горелки и резаки. Для газопламенной обработки материалов наряду с универсальными используют специальные горелки и резаки для термической обработки, поверхностной очистки, пайки, сварки термопластов, газопламенной наплавки и др., резаки для поверхностной, копьевой, кислородно-флюсовой резки,, для резки металла больших толщин. [c.98]
Процесс сварки термопласта состоит в том, что соединяемые детали нагреваются до перехода в вязко-текучее состояние и при сравнительно небольшом давлении соединяются между собой. Таким обоааом. особей- [c.339]
Методы обработки пластмасс (334). Обработка пластмасс резанием (334). Режимы точения пластмасс (335). Режимы фрезерования пластмасс (336). Режимы сверления пластмасс (337). Режимы разрезки пластмассабразивными кругами (.338). Режимы шлифования изделий из пластмасс абразивными кругами (338). Сварка пластмасс (339). Свариваемость пластмасс (340). Температура сварки термопластов (340). Состав эпоксидных пластмасс, применяемых для изготовления оснастки (341). Состав эпоксидных смол, применяемых для изготовления иресс-форм (341). [c.542]
Оценка свариваемости пластмасс. Процесс сварки термопластов состоит в активации свариваемых поверхностей деталей, либо находящихся уже в контакте (сварка ТВЧ, СВЧ), либо приводимых в контакт после (сварка нагретым инструментом, газом, ИК-излучением и т.д.) или одновременно с активизацией (сварка трением, УЗ-сварка).При плотном контакте активированных слоев должны реализоваться силы межмолекуляр-ного взаимодействия. [c.105]
СВАРКА ТЕРМОПЛАСТОВ — процесс неразъемного соединенияконструкций, деталей, листов, пленок и др. изделий из термопластов при нагреве мест соединения до пластич. состояния и примепении внешнего усилия на шов. С. т. характеризуется взаимной диффузией свариваемых поверхностей и основана на способности термопластов переходить в вязкотекучеё состояние в определенных для каждого материала диапазонах темп-р, а после охлаждения вновь приобретать первоначальные св-ва. Преимущества С. т. перед др. способами соединения идентичность св-в сварного шва и основного материала герметичность и высокая прочность сварного соединения возможность прочно соединять несклеи-вающиеся полимеры (фторопласт-4, полиэтилен, полинронилен), механизировать и автоматизировать процесс, одновременно со сваркой декоративно обрабатывать шов и производить обрезку быстрота выполнения соединения. [c.152]
Индукционная сварка. При необходимости сварки термопластов, имеющих низкий фактор потерь, может быть применен индукционный способ сварки. Этот способ был предложен в английском патенте № 597666 для изготовления сосудов ифполиэтилена. Способ сварки заключается в следующем. В днище бутыли закладывается металлическое кольцо. Затем днище вводят в индуктор и нагревают металлическое кольцо в магнитном поле высокой частоты. Кольцо нагревают до тех пор, пока находящийся около него полиэтилен не расплавится и под давлением не образует прочное соединение при этом кольцо оказывается полностью погруженным в полиэтилен. В Советском Союзе этот способ сварки не нашел пока еще широкого применения. [c.92]
Широкие экспериментальные исследования, базирующиеся на основных положениях физики. и химии полимеров, начались позднее, в 1950-е-1960-х гг. Для объяснения механизма сварки термопластов в середине 1950-х гг. была привлечена диффузионная теория аутогезии [2, с. 92]. В первоначальном варианте эта теория описывала один из этапов процесса сварки — этап формирования контакта на микроуровне, в то время как реологическая концепция — этап формирования контакта на макроуровне [29]. Имеется много доказательств того, что в основе взаимодействия между поверхностями при сварке ПМ всевозможного типа лежит прохождение различного рода химических реакций, приводящих в итоге к возникновению не только межмолекулярных, но и межатомных связей [30]. Предположение, что при сварке ПМ происходит химическое взаимодействиемежду поверхностями в результате частичной деструкции полимера и последующей полимеризации мономера, было высказано в одной из первых монографий по сварке ПМ [31]. На возможность разрыва и рекомбинации молекул полимера при высокой температуре сварки, что способствует восстановлению структуры полимера в зоне сварного шва, указали С. С. Воюцкий и Н. А. Гришин [2, с. 98]. [c.330]
В результате изучения механизма сварки ПМ была выявлена новая ее разновидность — химическая сварка. Это, а также уточнение представлений о способе образования соединения термопластов с помощью растворителей как о разновидности сварки, появление новых способов тепловой сварки термопластов, анализ взаимосвязи между этими отдельными способами в рамках одной группы, а также между группами потребовали разработки классификации методов сварки ПМ, отвечающей достигнутому уровню технологии [39]. Эта работа проводилась одновременно с созданием классификации методов соединения деталей из ПМ, что позволило более четко разграничить сварку и склеивание, а также выделить новые их разновидности. После выхода книги [39] работу по классификации методов сварки ПМ продолжили и другие авторы [40, 41]. К сожалению, предложенные ими классификации оказались или более узкими (в них рассматривались только методы сварки термопластов, и деление было дано только по одному признаку — методу нагрева), или содержали неточные соподчинения. Так, например, почему-то сварка литьем под давлением отнесена [40, с. 38] к сварке экструдированной присадкой, в то время как они обе должны быть отнесены к сварке нагретым присадочным материалом (к сварке расплавом). Сварка трениеми сварка вибротрением находятся [c.332]
При производстве защитной футеровки химического обору дования в основном применяют экструзионную сварку, сварку нагретым газом и термоконтактную сварку. Выбор способа зависит от наличия оборудования, размеров и геометрической формы свариваемых деталей, физико-химических свойств и толщины материала. Наиболее хорошо поддаются сварке термопласты, имеющие вязкость расплава в интервале 10 —10 Па-с и с широким интервало.м вязкотекучего состояния (около 50°С). К ним относятся полиолефины, поливинил.клорид, пен-тапластфторопласты Ф-2, Ф-2М, Ф-4МБ,, Ф-40, Ф-42, Ф-26. [c.242]
Процесс сварки термопластичных материалов существенно отличается от процесса сварки металлов. Термопласты не имеют резко выраженной точки плавления, при повышении температуры переходят из твердого состояниявпластичное и затем в вязкотекучее. В пластичном и вязкотекучем состоянии материал приобрега-ет ЛИПКОСТЬ и детали под давлением (обычно небольщим) могут прочно соединяться между собой. Поэтому процесс сварки термопластов состоит в том, что соединяемые детали (а при сварке с присадочным материалом и присадочный пруток) нагреваются и при сравнительно небольшом давлении соепиняются между собой без образования жидкой ванны. [c.392]
Сварка ультразвуком — самый новый вид сварки термопластов. Сварка с помощью ультразвука сходна с высокочастотной сваркой, отличается от последней тем, что нагрев материала происходит под действием ультразвука, подводимого от специального генератора. В настоящее время этот способ находится еще в стадии разработки, но он имеет больщое будущее и нужно ожидать, что в скором времени ультразвуковая сваркатермопластов найдет щирокоеприме нение наряду с другими способами сварки. [c.407]
Термопласты не имеют резко выранхенной температуры плавления они обладают коэффициентом теплового расширения, в 5—6 раз превышающим коэффициент теплового расширения металла. При высокой температуре нагрева термопласты теряют свои физические свойства и переходят из твердого состояния в пластическое и затем в вязко-текучее состояние. Процесс сварки термопластов значительно сложнее, чем сварка металлов. [c.302]
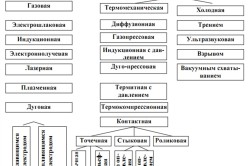
В зависимости от способа нагрева деталей различают следующие методысварки термопластов нагретым газом, трением, нагретым инструментом, токами высокой частоты, ультразвуком, нейтронным облуче-нием. [c.263]
Все фторопласты, за исключением фторопласта-4, представляют собой плавкие полимеры, которые хорошо или удовлетворительно свариваются. Фторопласт-4 из-за чрезвычайно высокой вязкости расплава относят к трудносвариваемым полимерам. Для сварки плавких фторопластов применимо большинство из известных способов сварки термопластов-термоконтактная, экструдированной присадкой, ультразвуковая, для некоторых-сварка ТВЧ и с помощью растворителей. [c.4]
Из промышленных установок для сварки термопластов для фторсодержащих полимеров могут быть использованы клещи КС, настольные установки МСП-17Н, МСП-5М, МСП-17НМ и МСФ (табл. 4.1). [c.53]
сварки металлов
Сварка металлов или других материалов ‒ способ, при котором получается неразъемное соединение за счет того, что образуется атомная связь.
Сваривание металла проходит в две стадии:
1. Сначала надо сблизить соединяемые листы или другие детали до того расстояния, на котором начинают действовать межатомные силы. Обеспечить это при комнатной температуре, даже приложив значительные усилия, не получится: на это есть много причин, в том числе высокая твердость металлов, наличие на их поверхности окислов, жиров и других загрязнений. Для того чтобы достичь необходимого контакта, технология сварки металлов предусматривает либо расплавление деталей, либо их пластическую деформацию, которая достигается с помощью большого давления.
2. На втором этапе детали взаимодействуют на уровне атомов. В результате этого при соединении металлов появляются надежные атомные связи, а при соединении полупроводников, диэлектриков образуются прочные ковалентные или ионные связи.
Виды сварки.








