2018-02-23
2018-02-23 618
618Вибродуговая наплавка отличается от ранее рассмотренных способов наплавки, тем что в процессе восстановления детали конец электродной проволоки совершает колебательные движения в плоскости, перпендикулярной наплавляемой поверхности, а также тем, что наплавленный слой металла принудительно охлаждается.
Процесс осуществляется нестабильной дугой (дуга на стадии тлеющего разряда) в сочетании с периодически повторяющимся коротким замыканием электрической сварочной цепи. Это способствует смягчению теплового режима наплавки. Перенос металла в режиме коротких замыканий облегчает формирование наплавляемых валиков. Вибродуговую наплавку осуществляют на установке стальной проволокой (рис. 7.14), которая подается через мундштук 9 до соприкосновения с поверхностью детали 1. К детали и проволоке подводится сварочный ток низкого напряжения. В момент соприкосновения электрода 10 с деталью 1 по проволоке протекает ток короткого замыкания. Это способствует расплавлению поверхности детали в месте контакта, и торец электрода быстро нагревается до температуры плавления. В результате такого взаимодействия достигается структурная связь между деталью и наплавленным металлом. Благодаря колебательному движению мундштука 9 торец электрода 10на короткое время отходит от поверхности детали 1, и в разрыве сварочной электрической цепи возникает искровой разряд с переходом в стадию тлеющего разряда, который длится до момента очередного соприкосновения торца электрода с поверхностью детали.
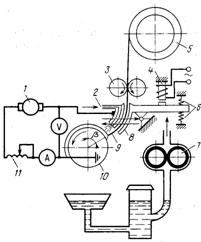
Рис. 7.14. Схема установки для вибродуговой наплавки:
1— источник сварочного тока; 2 — штуцер для подачи охлаждающей жидкости; 3 — механизм подачи электродной проволоки; 4 — электровибратор; 5 — кассета с электродной проволокой; 6 — уравновешивающие пружины; 7 — насос для подачи охлаждающей жидкости; 8 — мундштук; 9 — электрод; 10 — наплавляемая деталь; 11 — дроссель
Полезность выполнения электродом данного колебательного цикла состоит в том, что при коротком замыкании сварочной цепи основное количество тепла практически аккумулируется в вылете электрода и небольшом микрообъеме поверхностного слоя детали. При этом температура жидкой ванны достигает 1450 — 1500 °С, т. е. не превышает температуры плавления металла. Это не только смягчает тепловой режим наплавки, но и предотвращает возможность выгорания и испарения химических компонентов металла. Стадия тлеющего разряда при удалении торца электрода от поверхности детали используется для предварительного подогрева поверхности детали перед наплавлением очередной порции металла. В отличие от стабильной дуги, температура которой составляет в средней части около 6000 °С, дуга на стадии тлеющего разряда имеет температуру меньше 4000 °С, что также является фактором, смягчающим тепловой режим наплавки. Кроме того, молекула содержащегося в воздухе азота при этой температуре не диссоциирует и поэтому азот остается химически нейтральным по отношению к железу. Это способствует тому, что процесс вибродуговой автоматической наплавки деталей может обеспечить достаточно хорошее качество наплавки без применения защитных средств (флюса, газа и др.).
В ряде случаев в зону наплавки подают охлаждающую жидкость (2,5 — 6 %-ный водный раствор кальцинированной соды или 20 %-ный водный раствор глицерина). Образующийся водяной пар дополнительно защищает расплавленный металл от воздействия азота воздуха, чем способствует получению валика с более высокими механическими свойствами.
Учеными Института электросварки им. Е. О. Патона АН Украины разработан метод вибродуговой наплавки под слоем флюса, который с успехом применяют для наплавки, тонкостенных изделий большого диаметра. Применение флюса обеспечивает замедленное остывание металла и предотвращает образование трещин. Весьма эффективной защитной средой в процессе вибродуговой автоматической наплавки является углекислый газ.
Аккумуляция тепла с последующим быстрым охлаждением малых порций поверхностного слоя металла обеспечивает возможность наплавки вибродуговым способом малогабаритных деталей цилиндрической формы. При этом нет опасности стекания жидкого металла с поверхности детали. Практически диапазон размеров деталей, пригодных для наплавки этим способом, колеблется в пределах 3 — 200 мм.
Вибродуговая наплавка дает возможность получать равномерные слои толщиной от нескольких сотых миллиметра до 3 мм за один проход. Уникальным свойством этой наплавки является то, что в определенном интервале режимов возможно ведение процесса на воздухе без применения защитных средств. Вибродуговой наплавкой восстанавливают стальные и чугунные детали. При наплавке низкоуглеродистой проволокой, например марки Св-08, поверхность легко обрабатывают резцом. Для получения износостойких поверхностей применяют проволоку марки Нп-50Г, Нп-65Г, Нп-ЗОХГСА, Нп-40X13 и др.
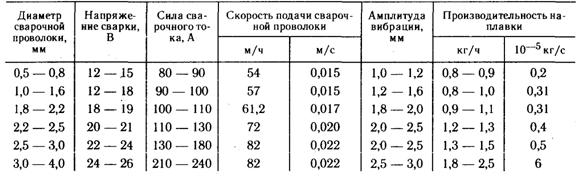
Наплавку ведут на переменном и постоянном токе обратной полярности. Режимы вибродуговой наплавки приведены в табл. 7.18.
Вибродуговая наплавка обладает рядом серьезных недостатков. Так, ограниченные объемы сварочной ванны не обеспечивают хорошего перемешивания основного и наплавленного металлов, что приводит к образованию в последнем пор и микротрещин. В процессе восстановления деталей охлаждающая жидкость, подаваемая в зону сварки, обеспечивает закалку наплавленного валика, а накладываемый последующий валик частично расплавляет предыдущий и создает зону отжига, что приводит к возникновению напряженного состояния и увеличению трещин в наплавленном металле. Наращенный слой сплава имеет неоднородную структуру и соответственно физико-механические свойства. Поэтому у деталей, восстановленных вибродуговой наплавкой, усталостная прочность снижается более чем в 2 раза. Кроме того, производительность вибродуговой наплавки по сравнению с наплавкой подслоем флюса значительно ниже, а безвозвратные потери электродной проволоки на угар и разбрызгивание увеличиваются в 3 — 4 раза.
Вследствие указанных причин, вибродуговая наплавка для восстановления автомобильных деталей применяется в настоящее время редко. Детали, восстанавливающиеся ранее данным способом, в настоящее время успешно наплавляются более прогрессивными методами, например, электроконтактной приваркой металлического слоя.
Т а б л и ц а 7.18. Ориентировочные режимы вибродуговой автоматической наплавки в струе жидкости (4 %-ный водный раствор кальцинированной соды)