 2020-01-15
2020-01-15 144
144Наиболее наглядно весь процесс можно наблюдать в таблице:
| Название | Действия | Время | Задействованное оборудование | Технологические особенности нашего оборудования |
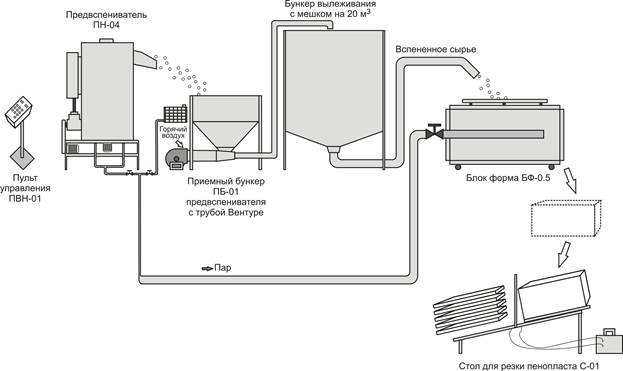
| Вспенивание | Загрузка в предвспениватель необходимого объёма сырья (в зависимости от марки), подача водяного пара, визуальный контроль за про-цесссом вспенивания через стекло, при достижении гранулами нужного объёма окончание процесса вспенивания, выгрузка вспененных гранул. | От 4 мин. до 6 мин. | Предвспениватель Щит управления Парогенератор Паронакопитель Вентилятор Система пневмотранспорта Устройство вторичного вспенивания | Предвспениватель герметичный периоди-ческого действия, в который пар подаётся под давлением и при t = 104…108°С, поставляется в двух модификациях: стандартный ВП-03 и утеплённый ВП-04 Можно использовать электро, газовые или дизельные котлы промышленный пар. Используется для накопления пара, вырабатываемого парогенератором. Специальная конструкция крыльчатки не разрушает вспененные крошки. Вспененное сырьё поступает в отведённый для него бункер. Используется при изготовлении пено-пласта 15 марки, снижает вес 1 куб.м. вспененных гранул до 8- 9 кг. |
| Выдержка | Вспененное сырьё с по-мощью активатора вспенива-теля выгружается из пред-вспенивателя и поступает в сушилку. Там с помощью воздействия тёплого воздуха происходит ускоренное высы-хание и стабилизация гранул. После этого гранулы пос-тупают в бункер выдержки раздачи, отведённый для каждой марки. | Время нахождения в сушилке: 4-6 мин. Выдержка после сушилки 4-8 часов, Выдержка без сушилки 12-24 часа | Сушильная установка Бункера выдержки - раздачи | Объём сушильной камеры соответствует объёму предвспенивателя для прохождения сквозь неё всех вспененных гранул. Дальнейшее вылёживание зависит от применяемого сырья, температуры воздуха в помещении, объёма выпускаемой продукции. Поставляются различным объёмом (от 5 до 20 м3) из нескольких видов материала. Количество и объём бункеров напрямую зависят от высоты потолка в помещении, разнообразия выпускаемых марок, производительности линии в 1 смену. |
| Выпекание | Выдержанное сырьё подаётся в блок-форму с помощью вентилятора и установки ваку-умирования. При наполнении блок-формы осуществляется вакуумиро-вание, а затем начинается подача пара. Гранулы выдерживаются под давле-нием определённое время, в зависимости от выпекаемой марки. Далее происходит ускоренное охлаждение блок-формы и выталкивание готового блока пневматикой. . | От 6 мин. до 12 мин. | Система пневмотранспорта Вентилятор Блок – форма Щит управления Компрессор Установка вакуумирования Аккумулятор вакуума Парогенератор Паронакопитель | Сырьё в блок-форму подаётся из определённого бункера. Скорость подачи регулируется заслон-ками трубопроводов при учёте мощности вентилятора и установки вакуумирования. Блок-форма циклическая, закрытого типа, облицованная внутри нержавейкой исклю-чает прилипание, легко выдерживает давление, возникающее при спекании марки 50, в процессе загрузки используются пневматические загрузочные клапана, при доставании блока откры-вается только одна торцовая дверца, выталкивание происходит с помощью пневматического толкателя и компресс-сора. Стоимость компрессора зависит от объёма (100 л, 400 литров) и определяется конкретной блок-формой. Стоимость блок-формы зависит от её размеров: УЦИП 1030 (1000х2000х600); УЦИП 1230 (1200х2400х600), УЦИП 3030 (1000х3000х600). Создание достаточного объёма вакуума позволяет увеличить производительность и улучшить качество формования блоков пенопласта. Парогенератор должен производить пар в необходимом количестве и соответ-ствующем давлении. Объём паро-накопителя (при давлении 6 атм.) должен как минимум в 2 раза превышать рабочий объём блок-формы. Утепление паро-накопителя обеспечивает устранение охлаждения и утечек пара. |
| Дозревание | Блоки пенополистирола скла-дируются в свободной части цеха с целью снижения влажности и устранения внутренних напряжений. | От 12 час. до 30 суток | Перед резкой блок выстаивается 24 часа. Для получения наиболее качественного фасадного пенопласта блоки выдер-живаются при комнатной температуре в течение 30 суток. | |
| Резка | После выдержки пеноплас-товому блоку придаётся то-варный вид и размер. Для этого изначально происходит горизонтальная резка блока на листы нужной толщины, в это же время одновременно идёт торцовка боковых сторон блока или листов. После этого на вертикальной резке происходит идеальная торцовка всей стопки поре-занных листов и при необ-ходимости деление их на части. | Горизонтальная резка Вертикальная резка Дробилка отходов пенопласта Щит управления | Тиристорное управление горизонтальной резки обеспечивает регулировку нагрева только работающих нихромовых струн, чем значительно экономит электро-энергию. Принудительное охлаждение нерабо-тающих концов струн позволяет избежать их обрыва и препятствует созданию углублённых прожогов. Передвигающиеся рамы со струнами позволят разрезать листы и блоки на любые необходимые размеры. Оставшиеся обрезки пенопласта измельчаются до необходимой фракции в дробильной установке, затем по системе пневмотранспорта поступают в опреде-лённый бункер, где в пропорции 1:8 смешиваются с первично вспененными гранулами и используются повторно при выпекании пенопласта. |
Схема поэтапного процесса производства пенополистирола (пенопласта)
5. Типы и размеры
- Плиты в зависимости от наличия антипирена изготавливают двух типов:
ПСБ-С - с антипиреном;
ПСБ - без антипирена.
- Плиты в зависимости от предельного значения плотности подразделяют на марки: 15, 25, 35 и 50.
- Номинальные размеры плит должны быть:
по длине - от 900 до 5000 мм с интервалом через 50 мм;
по ширине - от 500 до 1300 мм с интервалом через 50 мм;
по толщине - от 20 до 500 мм с интервалом через 10 мм.
По согласованию изготовителя с потребителем допускается изготавливать плиты других размеров.
- #G0Условное обозначение плит должно состоять из буквенного обозначения типа плиты, марки, размеров по длине, ширине и толщине в миллиметрах и обозначения настоящего стандарта.
Пример условного обозначения плит из вспененного полистирола с добавкой антипирена марки 15, длиной 900 мм, шириной 500 мм и толщиной 50 мм:








