 2020-01-14
2020-01-14 224
224Схема установки для вибродуговой наплавки деталей показана на рис. 13. Сущность процесса вибродуговой наплавки заключается в повторении циклов замыкания и размыкания электрода с поверхностью детали. Электрод и деталь соединены с источником сварочного тока. Каждый цикл вибрации электрода включает в себя четыре последовательных процесса: короткое замыкание, отрыв электрода от детали, электрический разряд, холостой ход.
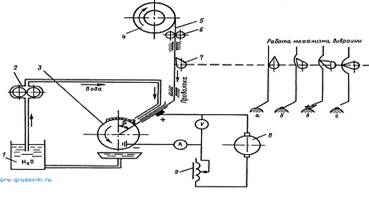
Рис. 13. Схема установки для вибродуговой наплавки деталей: 1 — емкость с охлаждающей жидкостью; 2 — водяной насос; 3 — деталь; 4 — кассета с электродной проволокой; 5 — электродная проволока; 6 — ролики подачи проволоки; 7 — механизм вибрации; 8 — источник тока; 9 — регулятор режима наплавки металла; а — контакт электродной проволоки с деталью; б — отрыв электродной проволоки от детали и возникновение дуги; в — процесс наплавки сварочной дугой; г — гашение сварочной дуги
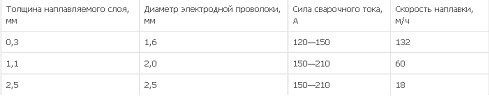
Режимы вибродуговой наплавки деталей представлены в табл. 8.
Вибродуговую наплавку можно вести не только в среде охлаждающей жидкости, но и под слоем флюса в слое защитных газов, водяного пара и т. д.
Таблица 8. Режимы вибродуговой наплавки деталей
Вибродуговая наплавка имеет следующие преимущества: небольшой нагрев детали, возможность наплавки деталей с малым диаметром, незначительная зона термического влияния, возможность получения необходимых прочностей наплавленного слоя за счет применения различных марок электродной проволоки. К недостаткам вибродуговой наплавки относятся наличие пор и микротрещин в наплавленном металле, большие внутренние напряжения в деталях, что резко снижает их усталостную прочность, особенно при работе на знакопеременных нагрузках.








