 2020-01-14
2020-01-14 324
324
Рабочие поверхности деталей горного оборудования и инструмента выполняются чаще всего из углеродистых, инструментальных или цементируемых сталей, которые подвергаются соответствующей термической или химико-термической обработке. Нередко применяют методы упрочнения рабочих поверхностей твердым сплавом или выполняют рабочие элементы из твердого сплава.
Рассмотрим основные закономерности изнашивания закаленных и цементируемых сталей на примере сталей марок У8А и 20ХНЗА. Изучение проведено по схеме изнашивания диска применительно к бурильному и шарошечному породоразрушающему инструментам, для которых характерен периодический контакт рассматриваемого элемента с горной породой. В качестве показателя принята скорость изнашивания диска (образца металла)
 (6.6.)
(6.6.)
где R - радиус диска, т.е. а - скорость уменьшения радиуса диска. Режим изнашивания задавался нагрузкой Р (см. рис. 6.1, г) и частотой вращения диска, и осуществлялась непрерывная запись момента трения М. Расчетом определялась удельная мощность трения
 (6.7.)
(6.7.)
и скорость скольжения диска по горной породе
 (6.8)
(6.8)
где п - частота вращения диска, об/с;
b - ширина рабочей поверхности диска.
Коэффициент трения пары металл - горная порода рассчитывался по формуле
f = M / (PR) (6.9)
Базовые зависимости а от N уби f от N уд получены при промывке и охлаждении водой.
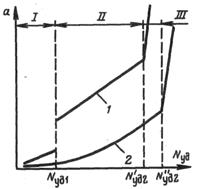
В изученном диапазоне изменения удельной мощности (N уд≤ 8,0 Вт/мм2) выделены три области изнашивания. В основу выделения областей положено существенное изменение зависимости скорости изнашивания от удельной мощности, связанное с качественным изменением вида изнашивания.
Первая область изнашивания (для рассматриваемой схемы N yд < 0,4 Вт/мм2). Скорость изнашивания не зависит от параметров реализуемой мощности, т.е. от соотношения нагрузки и скорости скольжения. Эта область изнашивания характерна для нормальных (не аварийных) условий работы деталей горных машин и бурильного инструмента, а также для породоразрушающего инструмента при малых частотах вращения и удельных нагрузках. В первой области наблюдается преимущественно окислительное изнашивание стали и только при трении о содержащие кварц обломочные породы наблюдается пластическое деформирование и царапание отдельными, благоприятно расположенными зернами. Вид зависимости а от N yдлинейный (рис. 6.3), за исключением начального участка (N уд < 0,1 Вт/мм2). Экспериментально установлено, что можно принять эту зависимость в виде
a = A0 N yд. (6.10)
Вторая область изнашивания на рис. 6.3 соответствует Nyд1 < Nyд < Nyд2. Верхняя область зависит от твердости горных пород. Например, N' yд2 относится к более мягкой породе, чем N'' yд2. Переход от первой области ко второй для обломочных пород характеризуется "скачком" скорости изнашивания при Nyд1, а для кристаллических пород нарушением линейной зависимости а от Nyд(см. рис. 6.3, II). Это обусловлено началом уменьшения твердости стали (термического разупрочнения) под действием тепла трения, т.е. для второй области характерно тепловое изнашивание стали. Твердость породообразующих минералов практически не зависит от температуры, а поэтому с увеличением Nyд и соответственно температуры поверхности стали отношение На / Нс также растет (здесь Нс - микротвердость поверхности стали). При этом соотношение твердостей при трении о кристаллические осадочные породы стремится к единице и может превысить ее (см. рис. 6.1), а при трении об обломочные горные породы - удаляется от единицы, так как микротвердость кварца (см. табл. 5.3) в нормальных условиях лишь на 20 - 30 % превышает микротвердость закаленной стали.
Во второй области зависимость а от N yддля обломочных пород можно описать линейным уравнением
a = AN yд + B при v t = const, (6.11)
где А и В - экспериментальные параметры уравнения изнашивания, зависящие от абразивности горной породы.
Для кристаллических осадочных пород эта зависимость описывается степенным уравнением
 (6.12)
(6.12)
где A и k - экспериментальные параметры, зависящие от абразивности горной породы.
Вторая область изнашивания характерна для работы элементов вооружения породоразрушающих инструментов. В процессе работы породоразрушающего инструмента по мере увеличения реализуемой удельной мощности, что соответствует увеличению нагрузки при постоянной частоте вращения, наблюдается не только количественное, но и качественное изменение процесса разрушения пород, возникающее после достижения предельного напряженного состояния, т.е. определенного давления на контакте металл - горная порода. При испытаниях на износ одинаковая мощность N уд может быть получена для разных соотношений давления и скорости скольжения и, следовательно, могут быть получены не только разные скорости разрушения породы, но и разный вид разрушения.
Экспериментальная проверка показала, что в случае кристаллических осадочных горных пород влияние изменения скорости скольжения на.характер зависимости а от Nyднесущественно, а для обломочных горных пород эта зависимость имеет вид
a = vt (A' N yд+ B'). (6.13)
Переход от одной скорости скольжения к другой осуществляют, используя простое соотношение a1 / a2 = v t1 / v t2.
Вторая область изнашивания характерна для работы элементов вооружения долот.
Третья область изнашивания наблюдалась только при разрушении наиболее твердых пород и обусловлена потерей устойчивости и сдвигом рабочей поверхности образцов металла и элементов вооружения. В этой области скорость изнашивания с увеличением Nyд возрастает особенно резко (рис. 6.2, III).
Из выражения (6.4) следует, что при одинаковой удельной мощности с уменьшением скорости скольжения увеличивается нормальная нагрузка, а следовательно, растут и напряжения сдвига. Поэтому с уменьшением скорости скольжения снижается критическая мощность, при которой наблюдается потеря устойчивости рабочей поверхности металла. Этот вывод подтверждается экспериментально.
Третья область изнашивания характерна для металлорежущих и породоразруша-ющих инструментов, а также для тяжело нагружённых деталей машин при нарушении режима смазывания и охлаждения. Нередко эту область называют областью катастро-фического изнашивания, так как в этом случае инструменты или детали весьма быстро выходят из строя.
Особенности абразивного изнашивания твердого сплава
Твердость карбидов вольфрама твердого сплава значительно выше, чем твердость породообразующих минералов осадочных горных пород, поэтому при малой удельной мощности, как правило, происходит окислительный износ (усталостное отслаивание оксидных пленок с поверхности твердого сплава). С повышением N уд растет температура поверхности твердого сплава. Нагрев поверхности приводит к уменьшению твердости и прочности как зерен карбида вольфрама, так и связки. Твердость кобальтовой связки меньше, чем твердость зерен карбидов, поэтому наблюдаются опережающий износ связки и выкрашивание зерен, которые, внедрившись в разрушаемую породу и закрепившись в ней, пластически деформируют и царапают поверхность твердого сплава. Изнашиваемая поверхность приобретает характерную полосчатость. При разрушении малоабразивной горной породы на поверхности твердого сплава развивается сетка трещин не только при циклическом взаимодействии с горной породой, но и при непрерывном контакте.


Скорость изнашивания твердого сплава при разрушении горных пород в 60-100 раз меньше, чем скорость изнашивания долотной стали, и прямо пропорциональна удельной мощности. Однако при Nуд > 4 Вт/мм2 наблюдается резкое увеличение скорости изнашивания твердого сплава, связанное с выкрашиванием, а далее и с хрупким его разрушением. Следовательно, твердый сплав, как и долотные стали, не может успешно работать при большой удельной мощности трения. Наиболее благоприятные условия для работы твердосплавного вооружения долот создаются при промывке водой и водными растворами. Добавки нефти и раствора на нефтяной основе отрицательно влияют на работу твердосплавного вооружения долот [9].
Изнашивание металлов раздробленными горными породами
Возможны несколько схем взаимодействия раздробленных горных пород (шлам), взаимодействующих с деталями машин и вызывающих их абразивный износ (рис. 6.5).
1. Обломки горных пород (рис. 6.5, а) попадают между двумя трущимися поверхностями, при этом могут развиваться большие удельные давления и интенсивное царапание поверхности металла. Обломок, внедряясь в более мягкую поверхность, может перейти из свободного состояния в закрепленное.
2. Масса обломков горных пород (рис. 6.5, б) перемещается относительно поверхности металла и вызывает износ этой поверхности, например, при работе долота в песках.
3. Абразивные частицы (рис. 6.5, в) движутся вместе с потоком жидкости или газа и при ударе о поверхность металла вызывают его износ. Эта схема характерна для износа инструмента и оборудования струей жидкости, несущей абразивные частицы.
Опыт показывает, что при износе большую роль играют микротвердость абразивных частиц, их форма и размеры. Чем больше микротвердость абразивных частиц и остроугольнее их форма, тем больше интенсивность изнашивания.








