 2020-01-14
2020-01-14 331
331
Процесс считается управляемым, если значения его статистически изменяющихся параметров не выходят за установленные пределы (допуски) на отклонения от номинальных размеров.
За такую условную границу отклонения параметров принято считать диапазон,составляющий 99,735% от величины возможного разброса данных.
Показателем возможности регулирования или управления процессом является индекс возможности процесса Свр:
Свр = Т/6σ =(ВГД-НГД)/6σ,
где σ = [∑(Xi-Xcp)²/n]2,
Хi -i-е значение параметра; Хср – среднеарифметическое значение всех n значений параметра;
ВГД- верхняя граница допуска; НГД – нижняя граница допуска.
Чем больше численное значение Свр,тем большей способностью к управлению имеет процесс.

Процесс у которого Свр>1, может надежно обеспечить выпуск продукции.
Если Свр=1 процесс неустойчив и возможно появление несоответствий или брака.
При Свр<1,когда 6σ > Т,брак неизбежен в следствии смещения кривой распределения за пределы установленного допуска.
Если величина измеренного параметра оказывается за пределами ±зσ, то это не случайность.
Это служит сигналом для осуществления корректирующих действий в отношении процесса.
Совершенствование процесса сводится к уменьшению интервала отклонений ±3σ и к удержанию центра распределения μ у номинального значения параметра, что позволяет ужесточить требования по допускам на отклонение размеров параметров процесса и продукции.
Инструменты управления качеством.
 Инструменты управления качеством.
Инструменты управления качеством.
 |  | ||
стат. контроля логического анализа дополнительные
 |  | ||||
 | |||||
контрольные листы учета диаграмма потока методы выборочного
контроля
диаграммы коррекции диаграмма Ишикавы теория выборочных
исследований
гистограммы стратификации диаграмма Парето квалиметрия
карты процессов метод планирования
экспериментов
Контрольный лист - это таблица –протокол первичной регистрации данных о контролируемом объекте.
В ней отмечают время и количество проконтролированного,случаи обнаружения дефектов, величины отклонения контролируемых параметров.
В результате выявляют частоту появления каждого дефекта и частоту всех дефектов.
Если производился учет изменений размеров нескольких контролируемых параметров, то ним строят диаграммы корреляции,выявляющие взаимозависимости или независимости исследуемых параметров.
Диаграмма корреляции является графическим изображением данных о двух переменных величинах и служит для выявления зависимости между их значениями.
Диаграмма рассеяния - строится в декартовых координатах и показывает что:
1) существует или нет причинно – следственная связь между контролируемыми параметрами процесса или продукции.
2) демонстрирует поле разброса данных и указывает на знак (±) коэффициента корреляции. 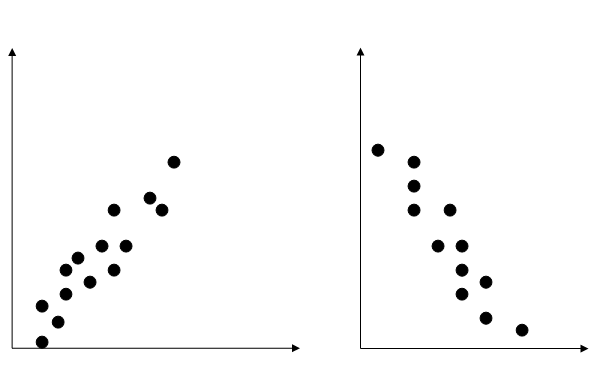
сильная положительная корреляция сильная отрицательная корреляция
Гистограмма стратификации – используется при анализе результатов контроля для определения того, какие именно несоответствия или дефекты обнаруживаются, с какой частотой и каково их соотношение.
По данным контрольного листа производят разбивку, расслоение, расслоение и классификацию показателей на страты. Результаты стратификации часто изображают в виде гистограмм или графиков.
Контрольные карты процессов – это графическое представление изменяющихся значений параметров процесса во времени.

 Контрольные карты
Контрольные карты
для контроля процессов для контроля характеристик продукции
 |
- динамики процесса
- карта управляемости
Карта динамики процесса (Х – карта) не имеет каких-либо отметок о регламентированных значениях контролируемого параметра Х. На ней отслеживаются значения этого параметра, показывается величина и изменение данных, периодичность их колебаний и тенденции характера их изменения.

 Карты управляемости
Карты управляемости
карта динамики процесса (Х- карта);
------ карта средних арифметических значений (Хˉ – карта);
--------карта медиан (Х̃ – карта);
----------карта стандартных отклонений (S – карта);
------карта размахов (R – карта).
Эти карты отличаются от карт динамики тем, что на них предварительно наносятся предельные допускаемые значения отклонений контролируемого параметра.

Карта средних арифметических значений применяется когда процесс контролируется по среднеарифметическим значениям какого-либо параметра с соответствующими ограничениями.
Медиана – это срединное значение данных, упорядочненных по убыванию или возрастанию. При нормальном распределении данных значение медианы совпадает со среднеарифметическим значением центра диапазона частот отклонений и с модой.
Мод а – наибольшая частота данных,снятая с кривой их распределения.

нормальное распределение
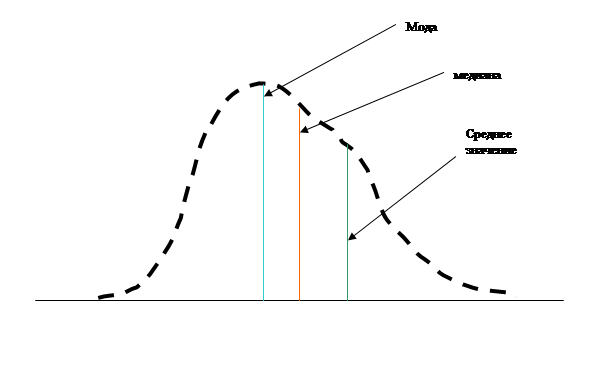
ассимметричное распределение
Карта стандартных отклонений (S – карта) указывает диапазон стандартного отклонения от среднего значения контролируемого параметра.
Карта размахов (R – карта) показывает диапазон рассеивания данных в сопоставлении с допуском на отклонения от номинального значения параметров.
Диаграмма потока - это графическое представление системы всех элементов процесса, соответствующее технологической документации.
Если в результате контроля последовательности операций техпроцесса обнаруживается их несоответствие диаграмме потока,то это является основанием для принятия решения о корректировке процесса.
Диаграмма Ишикавы – это графическое изображение, которое в компактной, логически упорядочненной форме отображает влияние различных причин,факторов и событий на конечный результат процесса.
Для ее составления необходимо сначала определить источники, а также наиболее вероятные и значимые факторы, способные существенно повлиять на качество рассматриваемого процесса. Затем, анализируя каждый из основных факторов,определяют менее значимые факторы (частные,вторичные,третичные и т.д.) связанные с ними.Если сгруппировать все факторы по их источникам и указать стрелками связи влияния этих факторов на конечный результат,то получается сложная причинно-следственная диаграмма процесса.
С помощью диаграммы Ишикавы легче осуществлять логический анализ рассматриваемого процесса и принять обоснованное решение по управлению этим процессом. Данная диаграмма не содержит прямых количественных оценок действующих факторов.

Диаграмма Ишикавы для случая технологического процесса.
Диаграмма Парето – разновидность столбчатой диаграммы снанесенной на ней комулятивной кривой вцелях наглядного отображения рассматриваемых факторов в порядке уменьшения характеристик их значимости.
Сначала по даннымконтроля производят ранжирование факторов влияния в порядке уменьшения их значимости.
Затем выстраивают соответствующую гистограмму расслоения (стратификации); наносят на гистограмму дополнительную ординату с процентной шкалой; выражают данные измерений факторов в процентах и вычерчивают комулятивную кривую. показывающую в процентах вклад каждого фактора в суммарный стопроцентный эффект.
Существует правило о том, что примерно 80% проявлений обуславливается 20» причин или факторов влияния. Для определения этих 20%причин производят АВС анализ диаграммы Парето.
АВС –анализ- это метод определения перечня наиболее значимых причин (например несоответствий параметров технологии требованиям технологической документации).
АВС – анализ можно выполнить двумя способами:
1. регламентируя требования, выраженные в процентах от суммарного эффекта;
2. по критерию интенсивности увеличения суммарного эффекта.
|

По первому методу отметив точки 80% и 95% на процентной оси находят их соответствие на комулятивной кривой.
Далее разделяют диаграмму Парето вертикальными линиями,проведенными из точек пересечения и получают три части диаграммы, обозначенные буквами А, В, С.
В А –части диаграммы Парето находятся наиболее значимые факторы влияния (80% эффекта влияния).Факторы В- части менее значимы (15% влияния). Третья группа С – малозначимая (5%).
Второй способ АВС – анализа состоит в том, что определяются критические точки изменения интенсивности накопления эффекта от действия различных факторов влияния на результат и по ним устанавливают те факторы, которые требуется незамедлительно устранить или нейтрализовать.
По правилу Парето комулятивная кривая имеет три участка:
- в начале крутой,интенсивно изменяющийся участок;
- затем следует участок уменьшающееся интенсивности;
- последним является участок малого влияния факторов (пологий).
По критическим точкам перехода от одного участка к другому определяют наиболее и наименее значимые факторы влияния.








