 2020-01-14
2020-01-14 121
121Для електричного зварювання алюмінієвих жил кабелів способом контактного розігріву застосовують комплектні установки УСАП-2М, що складаються із трансформаторів для живлення зварювального поста, електродотримачів з вугільними електродами, охолоджувачів, наборів зварювальних форм. Для дугового зварювання в середовищі аргону електродом, що не плавиться, використають комплект зі зварювального трансформатора, осцилятора, зварювального пальника, балона з аргоном, редуктора, манометра. Для аргонодугового зварювання електродом, що плавиться, на постійній напрузі застосовують перетворювачі ПСГ-500 і монтажні ранцеві напівавтомати ПРМ-5.
Технологія електричного зварювання принципово не відрізняється від технології газового зварювання. З'єднання встик кабелів перетином 16-240 мм2 виробляється з попередньою сплавкою багатодротових жил у монолітні стрижні. Жили сплавляються в моноліт у сталевій або вугільній рознімній формах 6 (рис. 11, а) у вертикальному або злегка похилому положенні.
Дроти жил і присадочний пруток, зачищені до металевого блиску за допомогою сталевої щітки, знежирюють органічним розчинником або бензином. У місці установки циліндричної рознімної формочки роблять підмотування азбестовим шнуром так, щоб кінець жили виступав з підмотування на 10-15 мм. Після закріплення формочки її верхній торець повинен бути сполучений з торцем жили. Охолоджувач 7, що виконує роль одного з контактних затисків, установлюють на жилу між ізоляцією й формочкою і приєднують до затиску вторинної обмотки зварювального трансформатора.
Сплавка торця жили в моноліт виконують дотиком до нього вугільного електрода 5 (рис. 11, б), приєднаного до другого затиску зварювального трансформатора. При безперервному торканні електрод переміщають по торцях дротів. Після утворення зварювальної ванни 10 (рис. 11, в) вводять присадочний матеріал, рідкий метал перемішують вугільним електродом і присадочним прутком (рис. 11, г). Процес зупиняють одночасно з утворенням невеликої опуклості рідкого металу поверх формочки, електрод швидко відводять, не допускаючи виникнення дуги, розплавлений метал ще небагато перемішують присадочним прутком, після чого стежать за кристалізацією металу. Після остигання жили знімають формочку, зачищають монолітний стрижень сталевою щіткою й знежирюють.
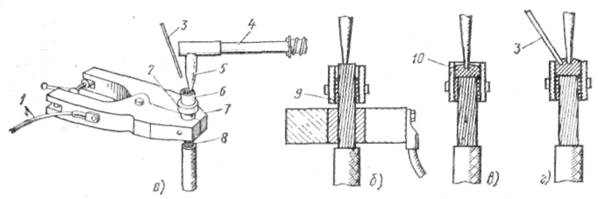
Рис. 11. Сплавка багатодротової жили в моноліт електричним зварюванням:
а - кінець жили, підготовлений до сплавки, б - початок сплавки, е - утворення зварювальної ванни, г - введення присадочного матеріалу; 1 - провід, 2 - бандаж, 3 - присадочний матеріал, 4 - електродотримач, 5 - вугільний електрод, 6 - зварювальна форма, 7 - охолоджувач, 8 - жила, 9 - підмотування азбестовим шнуром, 10 - зварювальна ванна
Зварювання в стик алюмінієвих жил кабелів, підготовлених у вигляді монолітних стрижнів, роблять у горизонтальному положенні (рис. 12, а). На оголені ділянки встановлюють охолоджувачі, закріплені на сполучній планці. На ділянки жил до монолітної частини наносять підмотування з азбестової пряжі так, щоб забезпечувалося ущільнення при закріпленні відкритої жолобчастої форми зі сталі.
Розплавлювання кінців жил у формі роблять при почерговому притисканні торця електрода (рис. 12, б). Тривалість торкання не більше 10 с. При переносі електрода не допускають виникнення дуги. Після початку плавлення й утворення на дні форми невеликого шару розплавленого металу вводять присадочний матеріал (пруток) і сплавляють його до заповнення форми (рис. 12, в). Електродом і прутком у процесі зварювання перемішують розплавлений метал. силовий кабель електромонтажний
Слідом за охолодженням з'єднання знімають форму, видаляють азбестове підмотування, знімають сталевою щіткою шлаки й залишки флюсу. Для додання з'єднанню циліндричної форми зовнішню поверхню обпилюють напилком (рис. 12, г).
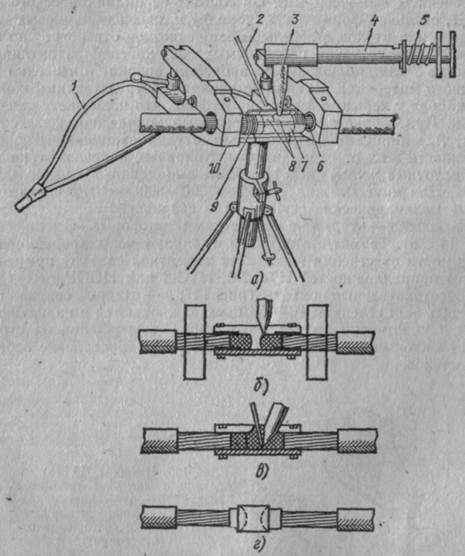
Рис. 12. З'єднання жил електричним зварюванням:
а - установка жили встик, б - початок зварювання, в - сплавка присадочного матеріалу, г - готове з'єднання; 1 - провід, 2 - присадочний матеріал, 3 - вугільний електрод, 4 - електродотримач, 5 - пружина, 6 - кінець жили, очищений від ізоляції, 7 - зварювальна форма, 8 - зварювальні кінці жил, 9 - азбестове підмотування, 10 - охолоджувач
Окінцювання алюмінієвих жил наконечниками ЛА роблять за технологією сплавки жил у монолітні стрижні. При цьому гільза наконечника служить формочкою для утворення зварювальної ванни. Після розплавлювання торця жили розплавляють верхні крайки гільзи наконечника на глибину не менш товщини її стінок, а потім додають невелику кількість присадочного матеріалу.








