 2020-01-14
2020-01-14 225
225Для выявления отклонений времени отдельных организационных операций от такта составляется график согласования времени выполнения организационных операций.  График синхронности показывает время выполнения операции и отклонения времени от такта
График синхронности показывает время выполнения операции и отклонения времени от такта
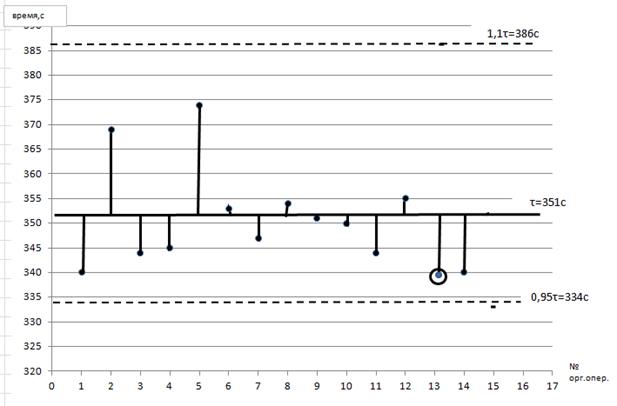
| Номер операции | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Специальность рабочего | р | м | у | с | м | м/с | у/р | м | м/с | м/с | с | а/а | у | р |
| Затрата времени на операцию | 340 | 369 | 344 | 345 | 374 | 353 | 347 | 354 | 351 | 350 | 344 | 355 | 340 | 340 |
| Количество рабочих | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 1 |
Рисунок 2- График синхронности
Для проверки правильности согласования времени выполнения организационных операция всего потока рассчитывается коэффициент согласования Кс, определяющий загруженность потока по формуле:
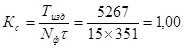
где Tизд - трудоемкость изделия в потоке, сек, Nф - фактическое количество рабочих, τ - такт потока, сек.
Так как Кс = 1 поток считается согласованным правильно.
 Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями
Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями
 Рисунок 3- Монтажный график заготовительной секции
Рисунок 3- Монтажный график заготовительной секции
Рисунок 4- Монтажный график монтажной секции








