 2020-01-14
2020-01-14 160
160Содержание
Введение
1. Объект испытаний
2. Цели испытаний
3. Обоснование необходимости проведения испытаний
4. Место и обеспечение испытаний
5. Объем и методики испытаний
6. Оформление результатов испытаний
7. Список НД по термоэлектрическим термометрам
Список используемых источников
Введение
Испытания как основная форма контроля изделий представляют собой экспериментальное определение количественных и качественных показателей свойств изделия как результата воздействия на него при его функционировании, а также при моделировании объекта.
Цели испытаний различны на различных этапах проектирования и изготовления изделий.
При определении понятия “испытание”, надо отталкиваться не от английского термина “test” (у которого, как известно много значений), а от традиционных норм русского языка. Согласно этим нормам, испытание всегда предполагает какое-либо воздействие или нагрузку. Испытание проходят либо не проходят.
Испытания – это разновидность контроля. В систему испытаний входят следующие основные элементы:
а) объект испытаний – изделие, подвергаемое испытаниям.
б) условия испытаний – это совокупность воздействующих факторов и (или) режимов функционирования объекта при испытаниях. Условия испытаний могут быть реальными или моделируемыми,;
в) средства испытаний – это технические устройства, необходимые для проведения испытаний. Сюда входят средства измерений, испытательное оборудование и вспомогательные технические устройства;
г) исполнители испытаний – это персонал, участвующий в процессе испытаний. К нему предъявляются требования по квалификации, образованию, опыту работы и другим критериям;
д) нормативно-техническая документация на испытания, которую составляют комплекс стандартов, регламентирующих организационно-методические и нормативно-технические основы испытаний; комплекс стандартов системы разработки и постановки продукции на производство; нормативно-технические и технические документы, регламентирующие требования к продукции и методам испытаний; Нормативно-технические документы, регламентирующие требования к средствам испытаний и порядок их использования.
Условия проведения испытаний и перечень контролируемых параметров изделий электронной техники оговариваются в стандартах и общих технических условиях (ТУ) на изделие.
Все испытания классифицируют по методам проведения, назначению, этапам проектирования, изготовления и выпуска, виду готовой продукции, продолжительности, уровню проведения, виду воздействия, определяемым характеристикам объекта.
На рисунке 1 приведена классификация основных видов испытаний.
По результату воздействия на изделий электронной техники испытания делят на разрушающие и неразрушающие, а также на стойкость, прочность и устойчивость.
Испытания являются разрушающими, если в процессе их проведения применяют разрушающие методы контроля или в результате воздействия внешних факторов испытываемые образцы становятся непригодными для дальнейшего использования. Методы неразрушающего контроля применяют как взамен разрушающих, так и в дополнение к ним. При этом сокращается время анализа отказов, а в ряде случаев более точно устанавливаются место и вид дефекта.
Большинство методов испытаний изделий электронной техники являются либо разрушающими, либо значительно сокращающими технический ресурс изделий. Также в связи с уменьшением объема выпуска изделий возникают ситуации, когда объем выборок для разрушающего контроля становится сопоставим с объемом выпуска изделий. Поэтому наиболее широкое применение в практике испытаний получил выборочный метод, который позволяет судить о всей генеральной совокупности изделий по взятой из нее выборке.
Если изделия, входящие в выборку, в полной мере отражают характер и структуру генеральной совокупности, то такая выборка называется представительной или репрезентативной.
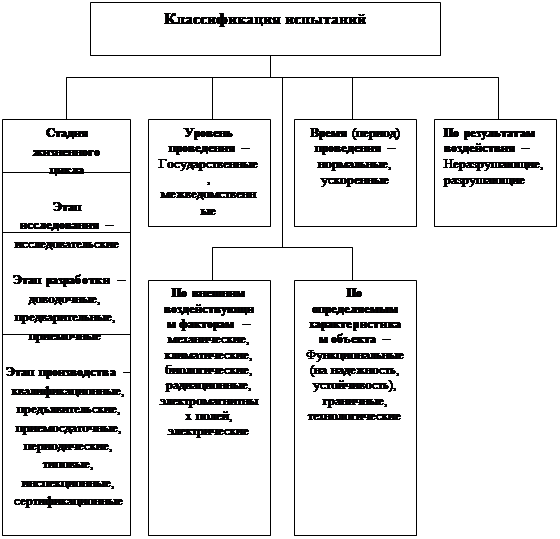 |
Рисунок 1 - Классификация основных видов испытаний
Выборки классифицируют по ряду признаков:
а) по способу образования (повторные и бесповторные);
б) по преднамеренности отбора (преднамеренные и случайные);
в) по отношению ко времени образования (единовременные и случайные);
г) по целевому назначению (расслоенные и общепроизводительные).
Таблица 1- Виды, цели, задачи и объекты испытаний
| Виды | Цели испытаний | Задачи испытаний | Объекты |
| 1 | 2 | 3 | 4 |
| Исследовательские | Выбор и обоснование характеристик проектируемой продукции | 1.Изучение аналогов. 2.Проверка возможностей собственного производства. 3.Подготовка технического задания. | Аналоги, макетные образцы, серийная продукция |
| [Доводочные | Отработка конструкции в процессе проектирования | 1. Определение характеристик проектируемой продукции. 2.0ценка соответствия проектируемой продукции техническому заданию. 3.Поиск путей улучшения показателей качества. | Опытные образцы, аналоги |
| Предварительные | Определение готовности изделия к приемочным испытаниям | 1.Оценка соответствия продукции техническому задгшию. 2.0пределение фактических характеристик продукции. 3.Предварительное определение потребности в запасных частях. 4.0пределение возможности представления продукции на приемочные испытания. | Опытные образцы |
| Приемочные | Принятие решения о постановке на производство | 1. Определение соответствия продукции требованиям стандартов и техническому заданию. 2.Получение информации о готовности изделия к сертификации. 3.Принятие решения о постановке изделия на производство. | Опытные образцы |
| Установочные | Проверка готовности производства к выпуску продукции | I.Проверка качества изделий, изготовленных по принятой технологии. 2.Проверка готовности производства к выпуску разработанной продукции. | Образцы первой промышленной партии |
| Сертификационные | Получение сертификата и знака соответствия | 1. У становление соответствия характеристик продукции требованиям безопасности и экологии. 2.Включение в Государственный Реестр и получение лицензии на право производства. | Идентифицированные образцы |
| Периодические, контрольные | Контроль стабильности производства | I. Проверка Соответствия 1гоодукции Техническим условиям и стандартам. 2. Оценка стабильности производства и качества серийной продукции. 3.Выявление недостатков серийной продлтощи. 4. Оценка эффективности мероприятий, внедряемых в серийном производстве. | Образцы серийной продукции |
| Инспекционные | Проверка соответствия серийной продукции сертифицированному образцу | 1.Определение соответствия серийной продукции требованиям безопасности и экологии. | Образцы серийной продукции |
| Приемосдаточные | Приемка 1ГООдукции заказчиком | 1. Определение характеристик продукции. 2. Оценка соответствия качества прод)чсциитребо ваниям контракта. 3.Выявление недостатков и их устранение. | Образцы сдаваемой партии |
| Эксплуатац ионные наблюдения) | Оценка соответствия выпускаемой продукции условиям эксплуатации | 1.Определение значений показателей качества в условиях реальной эксплуатации. 2.Выявление недостатков продукции. 3.Изучение спроса потребителя. 4. Сбор информации об особенностях эксплуатации различных условиях. | Серийные образцы, | находящиеся в эксплуатации |
По продолжительности все испытания подразделяют на:
а) нормальные испытания – испытания, методы и условия проведения которых обеспечивают получение в необходимом объеме информации о показателях надежности изделия за такое же время, что и при эксплуатации;
б) ускоренные испытания – испытания, методы и условия проведения которых обеспечивают получение необходимой информации о качестве изделия в более короткий срок;
в) сокращенные испытания – испытания, которые проводят по сокращенной программе.
По назначению испытания можно разделить на исследовательские и контрольные.
Исследовательские испытания проводят для изучения определенных характеристик свойств изделия. Результаты этих испытаний служат для решения следующих задач:
а) определения или оценки показателей качества функционирования испытываемых изделий в определенных условиях эксплуатации;
б) выбора оптимальных режимов работы и показателей надежности;
в) сравнения множества вариантов реализации изделия при проектировании и аттестации;
г) построения математической модели функционирования изделия (оценки параметров математической модели);
д) отбора существенных факторов, влияющих на показатели качества функционирования.
Исследовательские испытания при необходимости проводят на любых стадиях жизненного цикла продукции.
Испытания, проводимые для контроля качества объекта, называются контрольными. Назначение контрольных испытаний – проверка на соответствие техническим условиям при изготовлении. Контрольные испытания составляют наиболее многочисленную группу испытаний.
Цели и задачи испытаний меняются в течение жизненного цикла изделия. В связи с этим понятно выделение испытаний по этапам. На указанных этапах проводят доводочные, предварительные и приемочные испытания.
Так, Доводочные испытания – исследовательские, ипроводят их при проектировании изделий с целью оценки влияния вносимых в техническую документацию изменений, чтобы обеспечить достижение заданных значений показателей качества. Необходимость испытаний определяет разработчик либо при составлении технического задания на разработку, либо в процессе разработки; он же составляет программу и методику испытаний.
Испытаниям подвергают опытные образцы продукции.
Предварительные испытания – контрольные для опытных образцов и (или) опытных партий продукции. Их проводят с целью определения возможности предъявления опытного образца на приемочные испытания.. Программа предварительных испытаний максимально приближены к условиям эксплуатации изделия. Организация проведения испытаний такая же, как у доводочных испытаниях. По результатам испытаний оформляют акт, отчет и определяют возможность предъявления изделия на приемочные испытания.
Приемочные испытания также являются контрольными для опытных образцов, опытных партий продукции или единичных изделий. Приемочные испытания опытного образца проводят с целью определения соответствия продукции техническому заданию, требованиям стандартов и технической документации, оценки технического уровня, определения возможности постановки продукции на производство.
Испытания готовой продукции подразделяют на квалификационные, приемосдаточные, периодические, типовые, инспекционные, сертификационные.
Квалификационные испытания проводят в следующих случаях: при оценке готовности предприятия к выпуску конкретной продукции, если изготовители опытных образцов и серийной продукции разные, а также при постановке на производство продукции по лицензиям и продукции, освоенной на другом предприятии. В остальных случаях необходимость проведения квалификационных испытаний устанавливает приемочная комиссия.
Испытаниям подвергают образцы из установочной (первой промышленной партии), а также первые образцы продукции, выпускаемой по лицензиям и освоенной на другом предприятии.
В состав этих испытаний включают все виды испытаний, предусмотренных в нормативно-технической документации, за исключением проверки сохраняемости.
Приемосдаточные испытания проводят для принятия решения о пригодности продукции к поставке или ее использованию. Испытаниям подвергают каждую изготовленную единицу или выборку из партии.
Периодические испытания проводят с целью:
а) периодического контроля качества изделий;
б) контроля стабильности технологического процесса в период между очередными испытаниями;
в) подтверждения возможности продолжения изготовления изделий по действующей документации;
г) подтверждения уровня качества изделия, выпущенного в течении контролируемого периода;
д) подтверждения эффективности методов испытаний, применяемых при приемочном контроле.
Периодические испытания предназначены для продукции установившегося серийного (массового) производства.
Типовые испытания – контроль продукции одного типоразмера, по единой методике, который проводят для оценки эффективности и целесообразности изменений, вносимых в конструкцию или технологический процесс. Эти испытания являются выборочными, так как относятся к разрушающим испытаниям, предназначены для оценки стойкости конструкции при различных видах механических и климатических воздействий.
Инспекционные испытания – это особый вид контрольных испытаний. Их осуществляют выборочно с целью контроля стабильности качества образцов готовой продукции и продукции, находящийся в эксплуатации.
Сертификационные испытания – элемент системы мероприятий, направленных на подтверждение соответствия фактических характеристик изделия требованиям нормативно-технической документации. Сертификационные испытания, как правило, проводят независимые от производителя испытательные центры. По результатам испытаний выдается сертификат или знак соответствия изделия требованиям нормативно-технической документации. Сертификация предполагает взаимное признание результатов испытаний поставщиком и потребителем.
Помимо испытаний, проводимых изготовителем, изделия могут подвергаться проверке при входном контроле у потребителя. При входном контроле не должны проводиться термоудары, термоциклы, длительная вибрация, механические удары, многократные проверки изделий испытательным напряжением. Недопустимы проверки изделий в режимах, отличающихся от указанных в технических условиях. Используемая при входном контроле измерительная, испытательная аппаратура и стенды должны соответствовать требованиям на аналогичную аппаратуру и стенды поставщика.
В зависимости от характера воздействия на изделия все ВВФ делятся на классы: механические, климатические и другие природные, биологические, радиационные, электромагнитных полей.
Следует отметить, что повышение эффективности контроля процесса проектирования и технологического процесса изготовления изделий приводит к снижению роли испытаний готовой продукции. Хорошо организованный автоматизированный контроль технологического процесса производства позволяет сократить объем испытаний готовых изделий. Учитывая необходимость оптимизации стоимости изделия, следует находить разумный компромисс между объемом испытаний и эффективностью контроля изготовления изделий.
Объект испытаний
· Термоэлектрические термометры
Для измерения температуры в металлургии наиболее широкое распространение получили термоэлектрические термометры, работающие в интервале температур от -200 до +2500 0C и выше. Данный тип устройств характеризует высокая точность и надежность, возможность использования в системах автоматического контроля и регулирования параметра, в значительной мере определяющего ход технологического процесса в металлургических агрегатах.
Сущность термоэлектрического метода заключается в возникновении ЭДС в проводнике, концы которого имеют различную температуру. Для того, чтобы измерить возникшую ЭДС, ее сравнивают с ЭДС другого проводника, образующего с первым термоэлектрическую пару AB (рисунок 2), в цепи которой потечет ток.
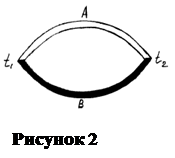
Результирующая термо-ЭДС (Т-ЭДС) цепи, состоящей из двух разных проводников A и B (однородных по длине), равна

или
 (1)
(1)
где  и
и  - разности потенциалов проводников A и B соответственно при температурах t2 и t1, мВ.
- разности потенциалов проводников A и B соответственно при температурах t2 и t1, мВ.
Термо-ЭДС данной пары зависит только от температуры t1 и t2 и не зависит от размеров термоэлектродов (длины, диаметра), величин теплопроводности и удельного электросопротивления.
Для увеличения чувствительности термоэлектрического метода измерения температуры в ряде случаев применяют термобатарею: несколько последовательно включенных термопар, рабочие концы которых находятся при температуре t2, свободные при известной и постоянной температуре t1.
Принцип действия
Термопара – старейший и до сих пор наиболее распространенный в промышленности температурный датчик. Действие термопары основано на эффекте, который впервые был открыт и описан Томасом Зеебеком в 1822 г. Наиболее правильное определение этого эффекта следующее: a difference of potential will occur if a homogeneous material having mobile charges has a different temperature at each measurement contact. (Если гомогенный материал, обладающий свободными зарядами, имеет разную температуру на измерительных контактах, то между контактами возникает разность потенциалов). Для нас более привычно обычно приводимое в литературе несколько другое определение эффекта Зеебека – возникновении тока в замкнутой цепи из двух разнородных проводников при наличии градиента температур между спаями. Второе определение, очевидно, следует из первого и дает объяснение принципу работы и устройству термопары. Однако, именно первое определение дает ключ к пониманию эффекта возникновения ТЭДС не в месте спая, а по всей длине термоэлектрода, что очень важно для понимания ограничений по точности, накладываемых самой природой термоэлектричества. Поскольку генерирование ТЭДС происходит по длине термоэлектрода, то показания термопары зависят от состояния термоэлектродов в зоне максимального температурного градиента. Поэтому поверку термопар следует проводить при той же глубине погружения в среду, что и на рабочем объекте. Учет термоэлектрической неоднородности особенно важен для рабочих термопар из неблагородных металлов.
Главные преимущества термопар:
-широкий диапазон рабочих температур, это самый высокотемпературный из контактных датчиков.
-спай термопары может быть непосредственно заземлен или приведен в прямой контакт с измеряемым объектом.
-простота изготовления, надежность и прочность конструкции.
Недостатки термопар:
-необходимость контроля температуры холодных спаев. В современных конструкциях измерителей на основе термопар используется измерение температуры блока холодных спаев с помощью встроенного термистора или полупроводникового сенсора и автоматическое введение поправки к измеренной ТЭДС.
-возникновение термоэлектрической неоднородности в проводниках и, как следствие, изменение градуировочной характеристики из-за изменения состава сплава в результате коррозии и других химических процессов.
-материал электродов не является химически инертным и, при недостаточной герметичности корпуса термопары, может подвергаться влиянию агрессивных сред, атмосферы и т.д.
-на большой длине термопарных и удлинительных проводов может возникать эффект «антенны» для существующих электромагнитных полей.
-зависимость ТЭДС от температуры существенно не линейна. Это создает трудности при разработке вторичных преобразователей сигнала.
-когда жесткие требования выдвигаются к времени термической инерции термопары, и необходимо заземлять рабочий спай, следует обеспечить электрическую изоляцию преобразователя сигнала для устранения опасности возникновения утечек через землю.
Общие сведения и особенности работы
Стандартные таблицы для термоэлектрических термометров и классы допуска и диапазоны измерений приведены в ГОСТ Р 8.585-2001 «Государственная система обеспечения единства измерений. Термопары.»
Источники погрешности термопар
Принцип действия термопар и особенности преобразования и передачи сигнала приводят к следующим возможным проблемам при их эксплуатации, вызывающим ошибку в определении температуры
1. Дефекты формирования рабочего спая;
2. Возникновение термоэлектрической неоднородности по длине термоэлектродов и изменение градуировочной характеристики;
3. Электрическое шунтирование проводников изоляцией и возможное возникновение гальванического эффекта;
4. Тепловое шунтирование;
5. Электрические шумы и утечки.
Формирование спая
Существует много способов формирования рабочего спая термопары: механическое скручивание, пайка, сварка и т.д. При сварке в спай добавляется третий метал, но т.к. температуры проводников, исходящих из спая одинаковы, это не может привести к какой-либо погрешности. Проблема заключается в том, что третий метал, как правило, имеет более низкую температуру плавления и при высоких температурах спай может разорваться. Более того, может происходить загрязнение электродов чужеродным испаряющимся металлом. Поэтому рекомендуется производить сварку рабочего спая. Однако процесс сварки тоже требует особого внимания, т.к. перегрев может повредить термопарную проволоку и газ, используемый для сварки, может диффундировать в проволоку. Дефектная сварка может привести в разрыву спая при эксплуатации. В программном обеспечении, используемом для считывания и обработки сигнала термопары всегда есть специальный тест на разрыв спая.
Образование термоэлектрической неоднородности. Искажение градуировочной характеристики
Это наиболее серьезный и трудно диагностируемый источник погрешности, т.к. результат отсчета ТЭДС может показаться вполне приемлемым и в то же время быть ошибочным. Термоэлектрическая неоднородность может быть результатом диффузии примесей из окружающей атмосферы при высоких температурах, высокотемпературным отжигом или механической обработкой электродов. Она может образоваться в результате протягивания электродов, неосторожного обращения, ударов и вибраций, вызывающих напряжения в проволоке. Изменение состава сплава может наблюдаться на отдельном участке проволоки, находящейся длительное время в зоне резкого температурного градиента. Однако неоднородность влияет на изменение градуировочной характеристики только в том случае, если она попадает в зону температурного градиента при измерении. Чем больше градиент температуры, тем больше погрешность, возникающая из-за неоднородности. Один из способов уменьшения данной погрешности – сделать более плавным изменение температуры на длине термоэлектрода, например, используя металлические рукава и чехлы.








