 2020-04-07
2020-04-07 520
520
Тяговый электродвигатель опирается - на ось через два разъемных моторно-осевых подшипника (рис.11). Верхний вкладыш 1 устанавливается в прилив остова двигателя, а нижний 3, имеющий окно под фитиль 12 смазывающего устройства,— в корпусе подшипника 17, который крепится к остову двигателя четырьмя болтами 18. Момент затяжки болтов 127—145 кг • м. От проворота вкладыши удерживаются шпонкой 2.

Рис. 11. Моторно-осевой подшипник:
1, 3 - вкладыши; 2 —шпонка; 4 — коробка; 5 —пружнна; 6 — направляющая;
7, 8 — оси; 9 — фиксатор; 10 —рычаг; 11 — пружина; 12— фитиль; 13 - крышка;
14, 18 — болты; 15 —корпус; 16 — скоба; 17 — корпус моторно-осевого подшипника; 19 — щуп
В отличие от ранее применяемых вкладышей с цилиндрической расточкой, имеющих по краям так называемые холодильники, установлены вкладыши с гиперболической расточкой рабочей поверхности и уменьшенными размерами окна для подвода смазки. Опыт эксплуатации тепловозов показал, что вкладыши с цилиндрической расточкой вследствие перекосов
контактируют с осью крайними частями рабочей поверхности, к которым затруднен проход смазки. Значительные удельные давления в сочетании с плохой смазкой поверхности скольжения приводят к интенсивному износу как самих вкладышей, так и шеек оси и тем самым к дополнительным перекосам, неблагоприятно влияющим на работу зубчатого зацепления тягового редуктора.

Рис. 12. Внутренняя расточка вкладышей моторно-осевого подшипника тягового электродвигателя ЭД-118А
Продольная конфигурация рабочей поверхности вкладыша (рис. 12) выбрана из условий компенсации взаимного перекоса оси колесной пары и вкладышей при односторонней тяговой передаче для обеспечения достаточной поверхности зоны контакта: ось — вкладыш. Величина радиуса Rх* подсчитывается по эмпирической формуле для различных значений х

Здесь же приведен вариант внутренней расточки вкладышей, который может применяться в условиях эксплуатации и представляет собой цилиндр, переходящий в конус по концам вкладышей. Диаметральный зазор в новых моторно-осевых подшипниках 0,5—0,89 мм, который определяется путем замера отдельно шейки оси колесной пары и вкладышей на собранном тяговом двигателе. Этот зазор должен устанавливаться и при выпуске тепловоза из текущего ремонта. Максимальный диаметральный зазор в процессе эксплуатации допускается не более 2 мм. Во всех случаях разность зазоров левого и правого вкладышей не должна превышать 0,3 мм. Осевой разбег тягового электродвигателя на оси колесной пары устанавливается в пределах 1,0—2,6 мм, в эксплуатации допускается до 5 мм, при этом износ торцов вкладышей одного из двух подшипников не должен превышать 3 мм.
Внутренняя полость корпуса моторно-осевого подшипника служит ванной для заливки масла. Уровень масла контролируется по масло-указателю и должен быть выше риски минимального уровня. Максимальный уровень смазки ограничивается нижней кромкой заправочного отверстия. Масло в места трения между вкладышами и осью подается с помощью фитиля (польстера) смазывающего устройства. Корпус 15 польстера (см. рис. 11) — штампованный из листа, сварной, установлен и закреплен тремя болтами М16×25 из стали 40Х на приливах в корпусе моторно-осевого подшипника. В плоских направляющих 6 корпуса 15 помещена коробка 4, в которой при помощи скоб 16 закреплен фитиль 12. Между коробкой 4 и направляющими 6 установлены фасонные пластинчатые пружины 5, одними концами прикрепленные к коробке 4 и входящие своими выступами на другом конце в соответствующие пазы на коробке 4. Пластинчатые пружины 5 обеспечивают плотное прижатие коробки 4 к направляющим и одновременно предотвращают перемещение коробки при вибрации. На оси 8, закрепленной на стенках корпуса 15, установлена пружина 11, которая одним концом упирается в ось 7 корпуса, а другим — на перемычку рычага 10. Рычаг 10 установлен на оси 8 и своими лапками упирается в заплечики коробки 4, прижимая таким образом фитиль 12 к шейке оси колесной пары.
Зазор между заплечиками коробки 4 и корпусом 15 польстера в рабочем положении должен быть 9,3—21,8 мм (контролируется на колесно-моторном блоке). Люфт коробки 4 с фитилем 12 относительно направляющих 6 не допускается и коробка должна перемещаться без заедания. Усилие нажатия коробки 4 с фитилем к шейке оси составляет 4 - 6 кгс.
На оси 7 установлен пружинный фиксатор 9, удерживающий рычаг 10 в поднятом положении (для облегчения выемки коробки польсте-ра) и препятствующий установке крышки 13 до возвращения рычага 10 в рабочее положение. Коробку 4 с фитилем 12 извлекают при снятой крышке 13, отведя вверх рычаг 10, установив его на фиксатор 9.
Фитиль состоит из трех пластин каркасного войлока с размерами 157 X 90 X 13 мм, общей толщиной 38—39 мм. Фитиль, набранный из просушенных в течение 2 — 3 ч при температуре 60 — 70° С войлочных пластин, устанавливают в коробку и прошивают двумя скобами. Выступление рабочего торца фитиля относительно кромки коробки 16 ± 1 мм, в эксплуатации — не менее 10 мм. При меньшем выступании фитиль подтягивают, при этом укорочение общей длины фитиля допускается не более 40 мм. Перед установкой в подшипник фитиль пропитывают горячим осевым маслом (температура 50 – 60° С) в течение 2-3 ч. В корпус моторно-осевого подшипника заливается осевое масло марок Л, 3 или С в соответствии с климатическими условиями эксплуатации тепловозов.
Применение вкладышей с гиперболической расточкой рабочей поверхности, уменьшение размеров окна во вкладыше для подвода смазки и применение польстеров улучшили работу моторно-осевых подшипников. Уменьшение величины браковочного зазора в моторно-осевом подшипнике до 1,5—2,0 мм также благоприятно сказалось на увеличении долговечности зубчатой передачи.
Тяговый редуктор
Передача вращающего момента от тягового электродвигателя на ось колесной пары осуществляется с помощью тягового редуктора (рис.13), который не имеет принципиальных конструктивных отличий от тягового редуктора тепловоза 2ТЭ10Л. Ведущая шестерня 5 посажена на конус вала якоря тягового электродвигателя тепловым способом с осевым натягом 1,3—1,45 мм. Перед посадкой на вал проверяется пятно прилегания сопрягаемых поверхностей, которое должно быть не менее 75%. Перед посадкой шестерня нагревается до температуры 150—170° С. Напрессованная шестерня крепится гайкой, затянутой моментом 50 кгс * м. Чтобы применить маслосъем при опрессовке шестерни, в вале имеется канал, соединяющий посадочную поверхность с отверстием на торце вала.
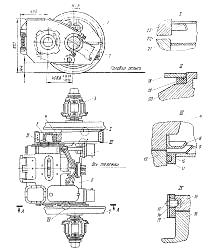
Рис. 13. Колесно-моторный блок:
1 - тяговая передача; 2 — моторно-осевой подшипник; 3 — букса; 4 — зубчатое колесо; 5 — ведущая шестерня; 6 — тяговый электродвигатель; 7 — колесный центр с бандажом; 8, 9 — маслоотбойные кольца; 10 — полукольцо; 11, 13, 19 — войлочные уплотнения; 12, 15 — вкладыши моторно-осевых подшипников; 14 — штифт; 16, 23 — колесные центры; 17 — хомут; 18 — кожух тяговой передачи; 20 — крышка подшипника; 21 — ступица зубчатого колеса; 22 —маслоуловитель
Ведущая шестерня изготовлена из стали 20ХНЗА. Поверхности зубьев и впадин цементируются с последующей закалкой, при этом обеспечивается твердость рабочей поверхности зуба не менее HRC-59, твердость ядра зуба и обода HRC-30 - 45
Для снижения влияния перекосов, возникающих в тяговом режиме в зацеплении, при шлифовании зубья шестерни выполняются с односторонним прямолинейным скосом, суживающим зуб в сторону остова двигателя. Величина скоса принята равной 0,20—0,24 мм (угол скоса 4,56"—5,'55"). Глубина цементированного слоя после шлифовки 1,6— 1,9 мм. Зубчатое колесо изготовлено из стали 45ХН с секторной закалкой рабочих поверхностей зубьев и накатыванием впадин. Твердость ядра зуба и обода должна быть HR=255—311, твердость рабочих поверхностей зубьев после закалки т. в. ч. — HRC=50—58. Глубина закаленного слоя 3—5 мм. Поверхности впадин зубьев упрочнены накаткой роликом, при этом обеспечивается глубина накатанного слоя более 2 мм с твердостью не менее чем на 10% выше исходной твердости.
Зона шлифования ограничена только рабочими поверхностями зубьев с обеспечением плавного перехода от шлифованной поверхности к накатанной. Допускаются только местные касания впадин шлифовальным кругом с чистотой обработки. Зубчатые колеса по всему контуру зуба после закалки и шлифования проверяют магнитным дефектоскопом. На ступицу зубчатого колеса насажено маслоотбойное кольцо с натягом 0,3—0,9 мм. Температура нагрева кольца перед посадкой — 200—300° С.








