 2020-04-12
2020-04-12 197
197Тема: Особенности сварки швов в различных пространственных положениях
Сварка швов в вертикальном, горизонтальном и потолочном положениях в отличие от нижнего имеет ряд особенностей.
Вертикальные швы свариваются снизу вверх и сверху вниз. При этом основной и электродный металлы текут вниз. Поэтому при вертикальном сварке сварочный ток уменьшается на 10-15% по сравнению со сваркой в нижнем положении, а диаметр электрода не должен превышать 4-5 мм. Чтобы металл не вытекал из ванны, следует поддерживать очень короткую дугу, при которой расстояние между каплями электродного и основного металла настолько мала, что между ними возникает взаимное притягивание.
При сварке снизу вверх кривая возбуждается в самой низкой точке шва и после образования сварочной ванны электрод, первоначально установлен горизонтально (Рис. 1 а), отводится вверх (Рис. 1 б) на угол 45-50 градусов. При этом нижняя часть сварочной ванны начинает кристаллизоваться и образуется полочка, на которой содержатся капли металла (Рис. 1 в). Чтобы предотвратить утечку металла из ванны необходимо осуществлять поперечные колебательные движения электродом с отводом его вверх и поочередно в разные стороны. Это обеспечивает быструю кристаллизацию жидкого металла.
Рис1. Положения (а, б, в) электрода при сварке вертикального шва снизу вверх
При сварке сверху вниз в начальный момент электрод располагается перпендикулярно к основному металлу и дуга возбуждается в верхней точке шва. После образования сварочной ванны электрод наклоняют на 15-20 градусов так, чтобы дуга направлялась на основной и наплавленный металл. В этом случае жидкий металл частично подтекает под дугу и толщина металла искусственно увеличивается, что дает возможность избегать о топлив. Поэтому сварки сверху вниз используют для сварки тонких металлов. Для уменьшения окапывание металла применяют электроды с целлюлозным или пластмассовым покрытием органического вида (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 и др.). Производительность сварки сверху вниз выше по сравнению со сваркой снизу вверх. Вертикальные швы удобно сваривать электродом с выпиранием покрытия на сварных кромки.
Горизонтальные швы (в вертикальной плоскости) сваривать сложнее вертикальных. На верхнем листе возможные подрезы. Поэтому сварки ведут короткой дугой и электродами диаметром до 4-5 мм. Силу сварочного тока уменьшают на 10-15% по сравнению с нижним положением. Чтобы предотвратить скатывания жидкого металла скос кромок выполняют на одном верхнем листе под углом 50 +50. Дуга при этом возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на наклонный скос (2 положения) (Рис. 2 а), поднимая вверх капли металла. Электродом выполняют спиральные колебательные движения. Горизонтальные швы внахлест (Рис. 1б) сваривать легче стыковых потому, что кромка нижнего листа способствует удержанию расплавленного металла от скатывания вниз. Когда сваривают горизонтальные швы с двумя скосами кромок (Рис. 2 в), устанавливают следующий порядок наложения швов, при котором в процессе проваливанием верхней кромки удается избежать потолочного положения кратера с расплавленным металлом. При сварке горизонтальных швов высокое качество обеспечивают электроды с целлюлозным покрытием (выполняют опиранием покрытие у кромки металла).
Рис. 2 Сварка горизонтальных швов
Задание:
1. Изучить материал и составить конспект.
2. Выполнить тестовые задания:
а)Определить протяженность сварных швов: 1)короткого; 2)длинного; 3)среднего;
б)дать названия способам сварки указанных швов;
установить способы сварки по рисункам.
а б


в
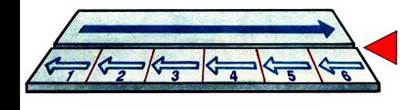
Ответы:
а)А – 300-1000 мм; Б – до 300 мм; В – от 1000 мм и более; б) А – от середины к краям; Б – напроход; В – обратно ступенчатым способом.
Форма ответа:
| 1 | 2 | 3 |








