 2020-04-12
2020-04-12 251
251Отжиг – вид термической обработки, в результате которой металлы и сплавы приобретают структуру, близкую к равновесной.
Отжиг применяется для разупрочнения металла для обеспечения хорошей обрабатываемости, исправления дефектов структуры, образующихся при горячей пластической деформации, литье и сварке, устранения остаточных напряжений, возникающих в процессе получения заготовок.
1. Гомогенизации подвергают слитки легированной стали и многих алюминиевых сплавов при 1100–1200°С в течение 20–50 ч (для алюминиевых слитков при температуре 420–520°С в течение 20–30 ч) для выравнивания химического состава.
2. Рекристаллизационный отжиг применяют для снятия наклепа (повышение прочности и твердости при одновременном уменьшении пластичности) деформированного металла путем нагрева его свыше температуры порога рекристаллизации (0,4…0,57 Tпл), выдержки при этой температуре и охлаждении. Цель – понижение прочности и восстановление пластичности деформированного металла.
3. Отжиг для снятия остаточных напряжений осуществляют при 550…650°С в течение нескольких часов. Он предотвращает коробление сварных деталей после резания, правки и т.д.
4. Нормализация предусматривает нагрев сортового проката из до- и заэвтектоидной конструкционной стали до температуры на 40…50°С выше температуры образования аустенита, непродолжительную выдержку и охлаждение на воздухе. Она вызывает полную фазовую перекристаллизацию стали, снимает внутренние напряжения, повышает пластичность и ударную вязкость.
Закалка – вид термической обработки, в результате которой в сплавах образуется неравновесная система.
Производят нагрев стали на 30…50°С выше точки образования аустенита, выдерживают до полной аустенизации стали, затем охлаждают её со скоростью, обеспечивающей переход аустенита в закалочные структуры.
В большинстве случаев целью закалки является получение максимальной твердости. Это обеспечивается формированием неравновесной структуры мартенсита, при последующем отпуске которого можно понизить твердость и повысить пластичность стали. При равной твердости структуры, полученные при отпуске мартенсита, имеют лучшие механические свойства, чем структуры, полученные непосредственно в результате распада аустенита.
Скорость охлаждения стали 400…1400℃/с, что регулируется выбором закалочной среды - вода, масло, керосин, 10 %-ный водный раствор NaCl; NaOH; Na2CO3.
Перлитное превращение. Продукты перлитного превращения имеют пластинчатое строение. Чем больше переохлаждение, тем тоньше ферритно-цементитная структура, т.е. меньше величина межпластинчатого расстояния (Δ), равного усредненной сумме толщин двух пластинок феррита и цементита, и выше твердость. При медленном охлаждении аустенит полностью превращается в перлит и получаются равновесные структуры стали (феррит+перлит, перлит, перлит+цементит).
При быстром охлаждении образуется мелкозернистая смесь цементита с ферритом – сорбит. При более быстром охлаждении стали образуется высокодисперсная смесь цементита с ферритом – троостит.
Таблица 4.9
Характеристика продуктов перлитного превращения
| Структура | Перлит | Сорбит | Троостит |
| Δ, мкм | 0,6…1,0 | 0,25…0,3 | 0,1…0,15 |
| НВ, МПа | 180…250 | 250…350 | 350…450 |
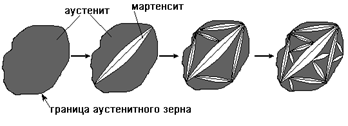
Мартенситное превращение. При резком охлаждении стали происходит перестройка кристаллической решетки γ-Fe в α-Fe, однако атомы углерода не успевают выделиться из образовавшейся решетки. Получается пересыщенный твердый раствор внедрения углерода в α-Fe с искаженной кристаллической решеткой – мартенсит – наиболее неустойчивая, наиболее твердая и хрупкая структура. Мартенситное превращение происходит только в том случае, если охлаждение аустенита происходит со скоростью выше критической – при которой весь аустенит переохлаждается до температуры образования мартенсита, а диффузионные процессы становятся невозможными. Поэтому мартенситное превращение не сопровождается диффузионным перераспределением атомов углерода и железа в решетке аустенита.
При последующем нагреве (отпуске) мартенситовая структура переходит в более устойчивые структуры – перлит, троостит и сорбит.
Отпуск – окончательная термическая обработка закалённых сталей, цель которого – повышение вязкости и пластичности, снижение твёрдости и закалочных напряжений. Температура нагрева при отпуске не должна превышать температуру первого фазового превращения.
Низкий отпуск – на отпущенный мартенсит (150…200℃) – для уменьшения остаточных закалочных напряжений.
Средний отпуск – на троостит (350…450℃) – когда необходимо получить сочетание высокой прочности, упругости и достаточной вязкости.
Высокий отпуск – на сорбит (450…650℃) – для повышения сопротивления стали динамическим нагрузкам.
|
| |
| 
|

Рис. 4.41. Закалочные структуры стали








