 2020-04-12
2020-04-12 262
262Кадр УП, в котором программируют обработку галтели или скругления, содержит следующие данные:
- обозначение координаты, по которой идет обработка детали перед галтелью или скруглением (X или Z);
- числовое значение координаты конечной точки перемещения со знаком, указывающим направление перемещения;
 - адрес Q и числовое значение радиуса галтели или скругления. Знак перед числовым значением под адресом Q должен совпадать со знаком обработки по координате X. Направление по координате Z задают только со знаком "минус".
- адрес Q и числовое значение радиуса галтели или скругления. Знак перед числовым значением под адресом Q должен совпадать со знаком обработки по координате X. Направление по координате Z задают только со знаком "минус".
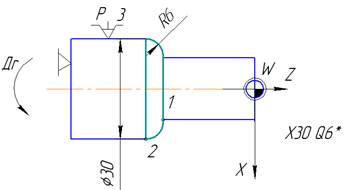 |
Рисунок 3 - Примеры записи в кадрах УП обработки галтелей и скруглений.
Кадр УП, которым программируют обработку дуг, содержит обозначение координат конечной точки дуги (X и Z), числовые значения координат конечной точки дуги в абсолютной или относительной системах, адрес R и числовое значение радиуса дуги со знаком "плюс" при обработке по часовой, "минус"- против часовой стрелки.
 |
Рисунок 4 - Эскиз детали и траектория движения инструмента при обработке фасонной (радиусной) поверхности.
Управляющая программа чистовой обработки фасонной поверхности детали (рис. 4) контурным резцом приведена в абсолютной системе. Частота вращения шпинделя составляет 372 мин-1, подача - 0,53 мм/об. Исходная точка с кооpдинатами Z = 160 мм; Х = 120 мм. Отрезок 0А=80-20=60 мм; A2=A5=  = 52,9 мм.
= 52,9 мм.
Запись УП имеет следующий вид:
N001 S2 372F0,53 Т1 * Второй диапазон, n = 372 мин-1, S =0,53 мм/об,
Резцедержатель в первой позиции
N002 Х70 Z132 Е* Подвод к точке 1 на быстром ходу
N003 Z117,9 * Перемещение в точку 2 на рабочей подаче
N004 Х30 Z65R-80 G05* Перемещение по R80 мм из точки 2 в точку 3,
отмена торможения в точке сопряжения дуг
N005 Х70 Z12,l R - 80* Перемещение по R80 мм из точки 3 в точку 4
N006 Х74* Перемещение в точку 5
N007 М02* Конец программы, отход в и. т. (7)
Эту же УП относительной системе координат можно записать следующим образом:
N001 S2 372F0,53T1*
N002 U-50 W-18 Е*
N003 W-14,1*
N004 U-40 W-52,9 R-80 G05*
N005 U40 W-52,9 R-80*
N006 U4*
N007 М02*








