 2020-04-12
2020-04-12 143
143
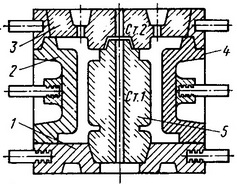
Кокиль с комбинированным разъемом (двумя горизонтальными и вертикальным):
1 — нижняя часть кокиля; 2 — левая часть кокиля, 3 — подставка с песчаным стержнем, оформляющим верхнюю часть отливки в литниковую систему. 4 — правая часть кокиля, 5 — центровой песчаный стержень

РАЗДЕЛ №3 КОМПЛЕКСНАЯ ТЕХНОЛОГИЯ
Раздел №3 выполняется только в эскизах!
Лист №8 – Варианты расчленение детали на отдельные элементы и чертеж сварной заготовки

Справка по чертежу сварной заготовки.
На чертеже сварные швы условно изображают:
- видимые швы – сплошными основными линиями;

- невидимые швы – штриховыми линиями;
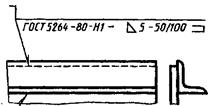
Обозначение шва сварного соединения проставляют над и под полкой линии-выноски, которую заканчивают односторонней стрелкой, указывающей месторасположения шва.





6 * 1 - 2 - 3 - 4 - 5 6
 |
1 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений (далее указаны *)
ГОСТ 5264-80 Ручная дуговая сварка
ГОСТ 11533-Автоматическая дуговая сварка под флюсом
ГОСТ 14771-76 Дуговая сварка в защитном газе
ГОСТ 15878-79 Контактная сварка соединения сварные
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах соединения сварные
ГОСТ 15164-78 Электрошлаковая сварка соединения сварные
2 – Буквенно-цифровое обозначение шва по стандарту *
Пример условного обозначения шва при дуговой сварке в защитном газе.
| Условное обозначение шва | Толщины свариваемого металла, мм | Поперечное сечение соединения | Поперечное сечение шва | |||
| ИН | ИНп | ИП | УП | |||
| С3 | 0,5-3,0 | - | - | - | 
|    
|
| С4 | 0,5-3,0 | 1,0-3,0 | 1,4-6.0 | 2,0-8,0 |     
| 
|
| С18 | - | 3-10 | 3-10 | 8-30 | 
| 
|
| С25 | - | 10-20 | 10-20 | 12-120 |                     
| 
|
| У2 | - | 1-4 | 2-6 | 2-6 |  
|    
|
| У6 | - | 3-10 | 2-30 | 2-30 |         
|    
|
| У10 | - | 10-20 | 10-20 | 12-60 |                   
|                   
|
| Т3 | - | 1-5 | 2-40 | 2-40 | 
|    
|
| Т9 | - | - | 12-100 | 12-100 | 
|                     
|
3 – Условное обозначение способа сварки по стандарту*(указывать не обязательно)
Для швов, выполненных ручной дуговой сваркой, буквенное обозначение метода сварки в обозначении не проставляют.
В стандарте 11533 приняты следующие обозначения способов сварки:
А - автоматическая дуговая сварка под флюсом;
Ac - автоматическая дуговая сварка под флюсом на стальной подкладке;
Апш - автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва;
П - полуавтоматическая дуговая сварка под флюсом;
Пс - полуавтоматическая дуговая сварка под флюсом на стальной подкладке;
Ппш - полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва.
В стандарте 14771-76 приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
. В стандарте приняты следующие обозначения способов электрошлаковой сварки:
ШЭ - проволочным электродом;
ШМ - плавящимся мундштуком;
ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства.
В стандарте 15878 приняты следующие обозначения способов контактной сварки:
К т - точечная; К р - рельефная; K ш - шовная.
 4 – знак 6 и размер катета согласно стандарту*
4 – знак 6 и размер катета согласно стандарту*
5 – прерывистый шов и шаг (50Z100 – длина шва 50мм шаг 100мм)
- диаметр при КТС или ширина шва при КШС
6 – вспомогательные знаки

№ 1 —для прерывистого шва с цепным расположением провариваемых участков с указанием длины участка / и шага t (l/t);
№2 — для прерывистого шва с шахматным расположением провариваемых участков с указанием размеров l Z t;

№ 3 — если требуется снять выпуклость с указанием (или без указания) шероховатости обработанной поверхности шва;
№ 4 — когда требуется наплывы и неровности шва обработать с плавным переходом к основному металлу;
№ 5 — когда требуется указать размер катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях);
№ 6* — при выполнении шва по замкнутой линии;
№ 7 — при выполнении шва по незамкнутой линии, если расположение шва ясно из чертежа; № 8* — когда сварку осуществляют при монтаже изделия
Лист №9 – схема изготовления элементов сварной заготовки (либо поковки, либо отливки – только один вариант)

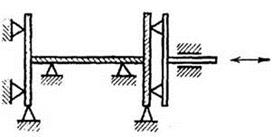
Лист №10 -Схеме сборки свариваемы элементов
При сборке должно быть обеспечено точное взаимное расположение свариваемых элементов, как показано при сборке двутавровой балки.

Лист №11 - Схема сварки с изображением сварного шва

Справка по способам сварки

Схемы процессов сварки.









