 2020-05-21
2020-05-21 453
453Тема: «Расчёт штучного времени сборочных работ с использованием заводских чертежей и нормативных таблиц».
Цель работы: закрепить знания по теме «Нормирование слесарно-сборочных работ», «Применение дифференцированных и укрупненных нормативов»; приобрести практические навыки по расчету штучного времени и применения нормативов технологического процесса сборки.
Задача: научиться рассчитывать штучное время для операции сборки на примере валика со шпонкой и приводной шестерней.
Оборудование и оснащение: учебная литература, калькулятор, ручка, тетрадь, компьютер, принтер, картридж, бумага А4.
Задание 1: Ответить на теоритические вопросы.
1. Дать определение «Технологический процесс сборки – это».
2. Что является объектом узловой сборки и общей сборки?
3. Какие виды работ в процессе сборки? Расшифруйте их.
4. Какие трудовые приёмы в сборочных работах являются преимущественными?
Решение:
1. Технологический процесс сборки – это …….
2. Объектом узловой сборки является …………….
Объектом общей сборки является …………..
3. В процессе сборки выполняют следующие виды работ:
………...
4. В сборочных работах трудовые приемы (как основные, так вспомогательные) преимущественно являются ……………...
Задание 2:
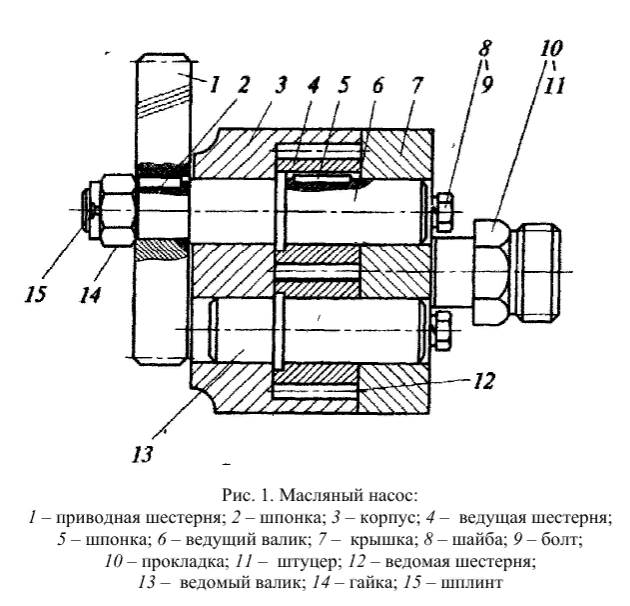
Определить tшт. для операции сборки валика 6 со шпонкой 2 и приводной шестерней 1 (рис. 1 и табл. 1).
Нормирование сборочной операции. Таблица 1.
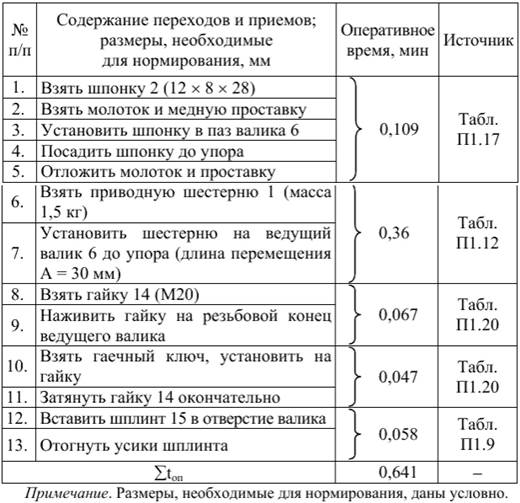
Таблица 2
Исходные данные:
Вес характерных деталей – до 4кг.
Годовая программа выпуска Nу – 10 000шт.
Режим работы – двухсменный, при 40 часовой рабочей неделе.
В 2019году фонд рабочего времени составил Fд – 1970часов.
Поправочные коэффициенты aо = 1 %; aн = 6 %; aп-з. = 2 %;
К1 = 1,2; К2 = 1
∑ t оп = 0,641 согласно нормирования сборочной операции. Табл.1
Расчет такта сборки, определение типа производства.
Действительный такт сборки tc, мин/шт
tc = 60 Fд. / Nу,
где
Fд – действительный (эффективный) годовой фонд времени работы оборудования, час;
Nу –годовой объем выпуска сборочных единиц (узлов).
В 2019 году фонд рабочего времени 1970ч х 2 смены = …….. часов/год
tc = 60 Fд./Nу = ……. х 60 / ………= ……мин.
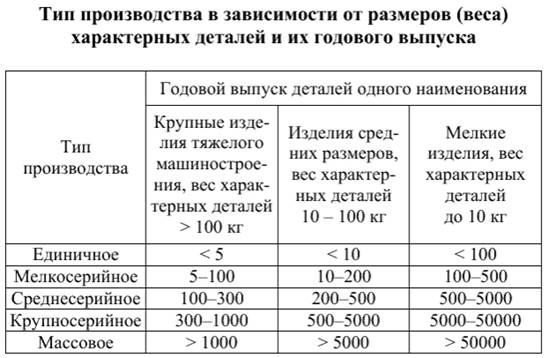
По табл. 2 с учетом N = 10 000 шт., веса характерных деталей до 10 кг принимаем тип производства: крупносерийное.
Для такого типа производства характерна групповая форма организации производства в виде многономенклатурной поточной линии.
Штучное время равно:
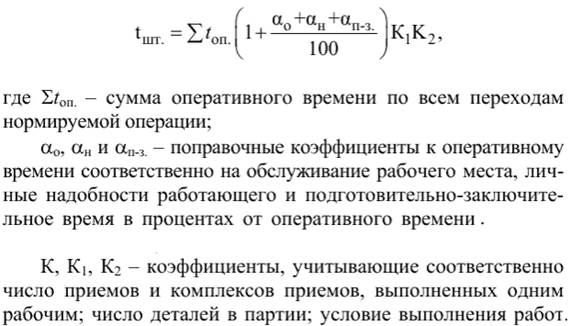
tшт. = 
Вывод: Для операции сборки валика со шпонкой и приводной шестерней штучное время составило 0,00 мин.








