 2020-06-08
2020-06-08 324
3247.1 Перед сборкой деталей места сварки и прилегающие к ним поверхности протереть бязью, смоченной спиртом.
7.2 Установить теплоотвод, входящий в состав приспособления, на корпус и закрепить его при помощи винтов.
7.3 Установить сборку с теплоотводом в приспособление.
7.4 Закрепить собранную сборку в приспособлении при помощи винтов.
7.5 Установить приспособление со сборкой на автоматизированный координатный стол и закрепить винтами.
7.6 Установить крышку верхнюю на сборку и поджать ее к корпусу при помощи верхнего теплоотвода из состава приспособления. Сборка в приспособлении показана на рисунке 3.
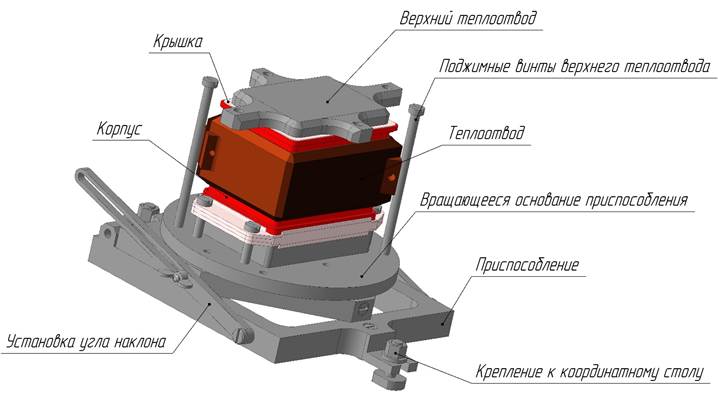
Рисунок 3–Приспособление в сборе
7.7 Выполнить прихватку крышки с корпусом по периметру в двух – трех местах на сторону на режимах, указанных в таблице 1.
7.8 Произвести сварку прямых участков сварного шва(см. рисунок 1) на режимах, указанных в таблице 1.
7.9 Очистить сварные швы от копоти.
7.10 Произвести сварку радиусных участков сварного шва (см. рисунок 1) на режимах, указанных в таблице 1.
7.11 Вынуть сборку из приспособления, очистить сварные швы и прилегающие к ним поверхности от копоти.
7.12 Провести внешний осмотр сварных швов при помощи микроскопа. При наличии дефектов в виде пор и непроваров, выполнить подварку дефектов.
7.13 Провести окончательный контроль сварных швов.
Таблица 1 – Режимы сварки
| Тип соединения | Режимы сварки | |||||||
| U, B | f, Гц | режим | L, мс | форма тока | r, дел. | Q, дел. | s, мм | |
| Прихватка | ||||||||
| рисунок 2а | 300 | 3 | одиночный | 8 | 5 | +3 | 10 | - |
| Прямые и радиусные участки | ||||||||
| рисунок 2а | 320 | 3 | ведомый | 8 | 5 | +3 | 10 | 0,25 |








