 2020-06-08
2020-06-08 165
165К внутренним дефектам относят поры, шлаковые включения, непровары, трещины, несплавления, перегрев металла, а также неметаллические включения, пережог металл, смещение свариваемых кромок (рис. 3). Эти дефекты выявляют методами неразрушающего контроля.
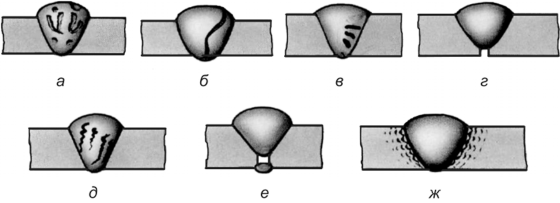
Рис. 3. Внутренние дефекты сварных швов
Поры - это газовые пустоты в металле шва (рис. 3, а). Газовые поры образуются в результате перенасыщения жидкого металла газами, которые не успевают выйти на поверхность во время его быстрой кристаллизации и остаются в нем в виде пузырьков.
Размер внутренних пор колеблется от нескольких микрометров до 2-3 мм в диаметре. Поры могут быть распределены в шве в виде отдельных включений (одиночные поры), в виде цепочки по продольной оси шва или отдельными группами (скопление пор). При сварке поры могут выходить на поверхность (рис. 3, б). Такие поры являются канальными, их называют свищи.
Причины образования газовых пор: загрязненность кромок свариваемого металла (ржавчина, окалина, масло, краска и др.), использование отсыревших электродов, завышенная длина дуги. Поры могут быть вызваны чрезмерно большой скоростью сварки, в результате которой нарушается газовая защита ванны жидкого металла. Образование пор возможно также при повышенном содержании углерода в основном металле и при неправильном выборе электродов.
Шлаковые включения в металле шва — это небольшие объемы (рис. 3, в), заполненные неметаллическими веществами (шлаками, оксидами). Они достигают нескольких миллиметров и могут быть различной формы: круглые, продолговатые, плоские или пленки. Встречаются микроскопические включения в виде нитридов, сульфидов, оксида железа. Шлаковые включения располагаются на границе сплавления основного металла с наплавленным, а при многослойной сварке - на поверхности предыдущих слоев.
Шлаковые включения образуются в шве из-за плохой очистки свариваемых кромок от окалины и других загрязнений, а чаще всего от шлака на поверхности первых слоев многослойных швов при заварке последующих слоев. Недостаточный сварочный ток и чрезмерно большая скорость сварки также могут вызывать появление шлаковых включений.
Непровары - дефекты в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва (рис. 3, г). Различают непровары по кромке и непровары по сечению. Первые оказывают большее влияние на прочность шва. При этом виде непровара между металлом шва и основным металлом обычно обнаруживаются тонкие прослойки оксидов, а иногда грубые шлаковые прослойки.
Причинами образования непроваров являются: плохая подготовка кромок свариваемых деталей, малое расстояние между кромками деталей, неточное направление электродной проволоки относительно места сварки, недостаточный сварочный ток или чрезмерно большая скорость сварки, неустойчивый режим сварки и т.п.
Трещины — это частичное местное разрушение сварного соединения (рис. 3, д). Они могут возникать в результате надрыва нагретого металла в пластическом состоянии или в результате хрупкого разрушения после остывания металла до низких температур. Чаще всего трещины образуются в жестко закрепленных конструкциях, они могут располагаться вдоль и поперек сварного соединения, а также в основном металле в местах пересечения и сосредоточения швов.
Причинами образования трещин могут быть также неправильно выбранная технология или плохая техника сварки.
Несплавления возникают, когда наплавленный металл сварного шва не сплавляется с основным металлом (рис. 3, е) или с ранее наплавленным металлом предыдущего слоя того же шва.
Несплавления образуются вследствие плохой зачистки кромок свариваемых деталей от окалины, ржавчины, краски, при чрезмерной длине дуги, недостаточном токе, большой скорости сварки и др.
Неметаллические включения в металле шва - макро- и микроскопические частицы соединений металла с кислородом (оксидов), азотом (нитридов), серой (сульфидов), фосфором (фосфидов), а также шлака, покрытий и т.п. Неметаллические включения образуются в результате протекающих в металле процессов, например химических реакций, а также в результате попадания инородных частиц извне.
Перегрев металла (рис. 3, ж) - рост зерна в зоне термического влияния. Причина дефекта- длительное время пребывания металла при высоких температурах.
Пережог металла (рис. 3, ж) - окисление границ зерен металла при высоких температурах.
Перегрев металла - дефект устранимый, пережог - неустранимый.
Смещение сваренных кромок - неправильное положение сваренных кромок друг относительно друга. Причиной дефекта является плохая сборка деталей под сварку.








