 2020-06-08
2020-06-08 151
151
| Номер операции | Наименование операции | 
| 
| 
|
| 005 | Вертикально-фрезерная | 0,87 | 1,818 | 1,58 |
| 010 | Токарная | 0,83 | 1,54 | 1,28 |
| 015 | Алмазно-расточная | 0,83 | 1,78 | 1,48 |
| 020 | Отделочно-обточная | 0,83 | 5,0 | 4,15 |
| 020-1 | Отделочно-обточная | 0,83 | 3,776 | 3,13 |
| 025 | Отделочно-расточная | 0,83 | 1,78 | 1,48 |
| 030 | Отделочно-обточная | 0,83 | 5,0 | 4,15 |
| 030-1 | Отделочно-обточная | 0,83 | 3,776 | 3,13 |
| 035 | Сверлильная | 0,82 | 0,771 | 0,63 |
| ИТОГО | 25,241 | 21,01 | ||
Подсчитывается норма основного времени по всем переходам анализируемого технологического процесса и определяется результирующий коэффициент обрабатываемости:
 . (1.5)
. (1.5)
 (1.6)
(1.6)
Оценка технологичности формы детали
Для оценки технологичности конструкции детали по форме подсчитывается коэффициент  . Для подсчета коэффициента используется чертеж детали с классификацией поверхностей. Оценивается технологичность всех обрабатываемых поверхностей. Оценка технологичности производится с использованием табл. 1.6. Если поверхность по форме признается технологичной, то она исключается из дальнейшего анализа. Поверхности, отнесенные к нетехнологичным, оцениваются коэффициентом по таблице. Определяется среднее значение по всем поверхностям.
. Для подсчета коэффициента используется чертеж детали с классификацией поверхностей. Оценивается технологичность всех обрабатываемых поверхностей. Оценка технологичности производится с использованием табл. 1.6. Если поверхность по форме признается технологичной, то она исключается из дальнейшего анализа. Поверхности, отнесенные к нетехнологичным, оцениваются коэффициентом по таблице. Определяется среднее значение по всем поверхностям.
 . (1.7)
. (1.7)
Таблица 1.6
Оценка технологичности формы поверхности
| Признак оценки | Нетехнологично | 
| Технологично 
|
| Сокращение площади обработки | 
| 0,8 | 
|
| Открытость обрабатываемых поверхностей | 
| 0,8 | 
|
| Обрабатываемые поверхности лежат в одной плоскости | 
| 0,8 | 
|
| При обработке соосных отверстий наиболее точное – сквозное | 
| 0,7 | 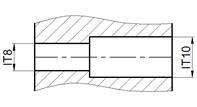
|
| Шлицевое отверстие | Глухое | 0,6 | Сквозное |
| Наличие обрабатываемых выточек | 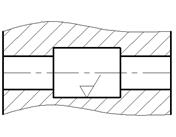
| 0,6 | 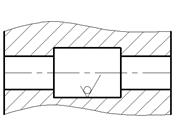
|
Продолжение табл. 1.6
| Признак оценки | Нетехнологично | 
| Технологично
|
| Возможность нормального врезания и выхода инструмента | 
| 0,7 | 
|
| Нет глухих резьбовых отверстий с резьбой на всю глубину отверстия | 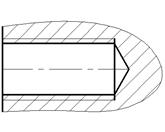
| 0,8 | 
|
| Наличие отверстий, наклонных к базовой плоскости | 
| 0,5 | 
|
| Нет поверхностей сложной геометрической формы (в том числе, конических) | 
| 0,9 | 
|
В качестве примера приводим эскиз детали с нумерацией основных поверхностей (рис. 1.1) и расчет коэффициента технологичности формы, сведенный в табл. 1.7.
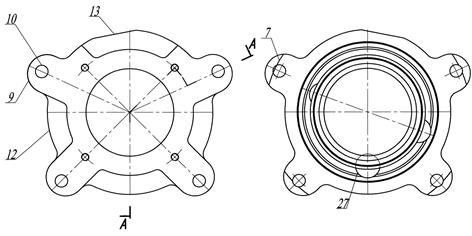

Рис. 1.1. Эскиз детали с нумерацией основных поверхностей
Таблица 1.7








