 2020-07-12
2020-07-12 269
269ГОСТ 2.312-72 с изменениями от 01.01.92.
Типы и конструктивные элементы швов сварных соединений, обозначения способов сварки и размеры катетов приводятся в соответствующих стандартах.
ГОСТ 5264-80 - Ручная электродуговая сварка в конструкциях из углеродистых и низкоуглеродистых сталей, выполняемых плавящимся, электродом; кроме конструкций из труб, а также соединений, выполняемых методом сварки глубокого проплавления.
ГОСТ 11534-75 - То же, но с расположением свариваемых деталей под острыми и тупыми углами.
ГОСТ 8713-79 - Автоматическая и полуавтоматическая сварка под флюсом (в конструкциях их углеродистых и низкоуглеродистых сталей).
ГОСТ 11533-75 - То же, но с расположением свариваемых деталей под острыми и тупыми углами.
ГОСТ 15878-79 - Соединения сварные, выполняемые контактной электросваркой (в конструкциях малоуглеродистой и низкоуглеродистой сталей).
ГОСТ 14806-80 - Дуговая сварка алюминия и алюминиевых сплавов конструкциях из деформируемых термически неупрочняемых сплавов при толщине кромок от 0,8 до 60 мм).
Условное обозначение сварного соединения, выполненного плавлением, показано на рисунке 42, где верхний ряд цифр с участками утолщенной линий включает перечень приведенных под рисунком обозначений
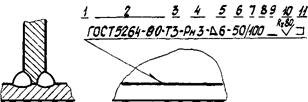
Рисунок 42
1 - знак шва замкнутого контура (для монтажного шва - 1);
2 - обозначение стандарта;
3 - Вид соединения (С - стыковое, У - угловое, Т - тавровое, Н - внахлестку), число, определяющее тип шва выбирается по соответствующему стандарту. Выборочное обозначение приводится в таблице 1.10;
4 - обозначение способа сварки, см. таблицу 1.11;
5 - знак катета и его размер;
6 - размеры длин привариваемого участка (только для прерывистого шва);
7 - обозначение цепного шва (шахматного - Z);
8 - размер шага, если шаг прерываемый;
9 - обозначение ставится при необходимости указания о снятии усиления шва. Для обработки наплыва или неровностей шва с плавным переходом до основного материала применяется знак w
10 - шероховатость поверхности шва (обычно опускается);
 11 - знак применяют, если расположение шва не ясно, и когда отсутствует знак
11 - знак применяют, если расположение шва не ясно, и когда отсутствует знак
Таблица 1.10
| Форма поперечного сечения шва | Наименование шва | Буквенно-цифровое обозначение шва | |||||
| ГОСТ 5264-80 ГОСТ 11534-75 | ГОСТ 8713-79 ГОСТ 11533-75 | ГОСТ14806-80 | ГОСТ 15878-79 | ||||
| Стыковой односторонний без скоса кромок | С2 | С4 | С3 | |||
| Стыковой двухсторонний со скосом кромок | С18 | С13 | С21 | |||
| Стыковой двухсторонний с двумя симметричными | С21 | С30 | С24 | |||
| Стыковой без сплавления кромок | – | – | С1 | |||
| Угловой односторонний без скоса кромок | У2 | – | У2 | |||
| Тавровый двухсторонний без скоса кромок | Т3 | Т3 | ||||
| Нахлесточный двухсторонний без скоса кромок | Н1 | |||||
| Нахлесточный односторонний со сплошной заваркой с круглым отверстием | Н5 | Н4 | ||||








Таблица 1.11
| Способ дуговой сварки | Обозначение |
| Ручная в защитных газах неплавящимся металлическим электродом - однофазная | Рн-3 |
| Автоматическая в защитных газах неплавящемся электродом - однофазная | Ан-3 |
| Автоматическая в защитных газах неплавящемся электродом - трехфазная | Ан-Этф |
| Автоматическая в защитных газах плавящемся электродом - однодуговая | А-3 |
| Полуавтоматическая в защитных газах плавящимся электродом | П-3 |
Чертежи деталей оформляют, как чертежи сборочных единиц. На изображении сварного шва различают лицевую и оборотную стороны. За лицевую сторону одностороннего шва принимают ту сторону, с которой производится сварка. Лицевой стороной двухстороннего шва с несимметричной подготовкой (скосом) кромок будет та сторона, с которой производят сварку основного шва. Если же подготовка кромок симметрична, то за лицевую сторону принимают любую.
Примеры условного обозначения на чертежах сварных швов приведены на рисунках 43 и 44

Рисунок 43

Рисунок 44
Если чертеж изделия включает сварные швы, выполняемые только по одному стандарту, то обозначение последнего указывается в технических требованиях по типу: «Сварные швы выполнять по ГОСТ...».








