 2020-06-29
2020-06-29 205
205К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.
Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Существуют сварочные трансформаторы с разными способами регулировки сварочного тока, но, в отличие от сварочных инверторов, такая регулировка у этого оборудования для ручной дуговой сварки всегда осуществляется механическим способом. Чаще всего это делается путем изменения вторичного напряжения холостого хода или сопротивления цепи. Первый способ, предусматривающий изменение числа витков обмоток на трансформаторе, применяется, скорее, в качестве дополнительного пути регулировки. Он позволяет, например, получить два диапазона сварочного тока. Более же распространенным является второй способ, так как именно с его помощью можно добиться плавной регулировки и настройки сварочного тока.
Подобная плавная регулировка становится возможной за счет наличия подвижных вторичных обмоток трансформатора. Увеличивая зазор между вторичной и первичной обмотками, мы получаем увеличение магнитного потока, которое в итоге приводит к снижению показателя сварочного тока. Если же нужно этот показатель увеличить, то зазор между обмотками нужно сокращать. Для удобства владельцев сварочных трансформаторов на корпус этих аппаратов выводится специальная ручка со шкалой делений. Подкручивая её, вы получите в итоге ток необходимой величины.
Есть сварочные трансформаторы, в которых регулировка осуществляется движением вторичных обмоток и магнитного шунта. Такие сварочные аппараты относятся к типам ТСК, ТД и ТС по общепринятой классификации сварочных трансформаторов. При этом один аппарат может регулироваться только движением вторичных обмоток, другой – только перемещением магнитного шунта, а третий – обоими этими способами. Стоит сказать, что перемещение магнитного шунта позволяет получить плавное регулирование показателя сварочного тока. Но лучше всего выбирать аппараты, где разные способы комбинируются.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант - еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело - цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы - широко известный тиристорный регулятор, схема которого изображена на рис.1.

При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе - работает не иначе, как "часы".
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
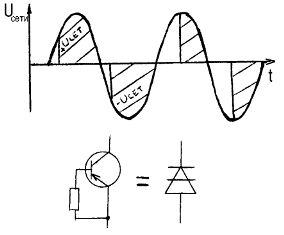
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.

Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Домашнее задание:
Изучить устройство трансформатора.
Д, Л,Глизменко «Сварка и резка металлов» с 35-39.








